 Robo3D R1プリンターについて
Robo3D R1プリンターについて
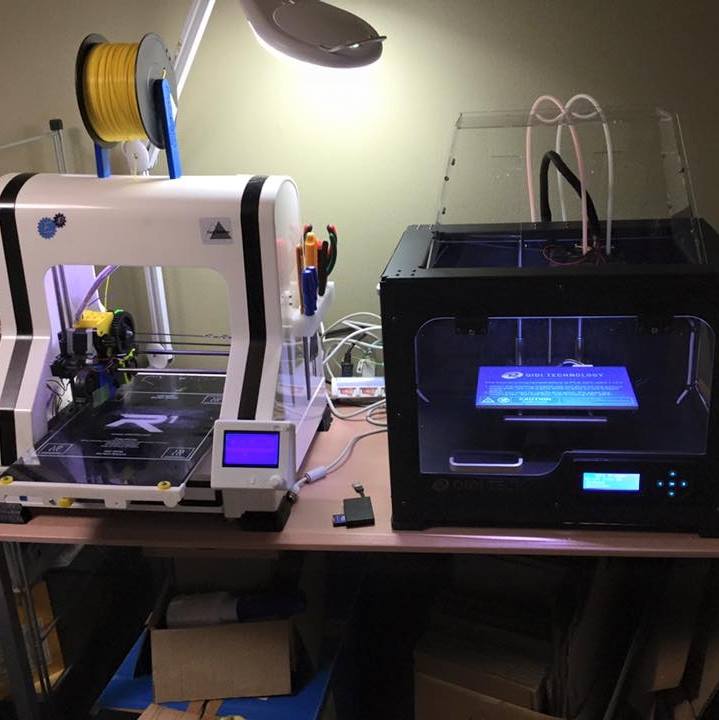
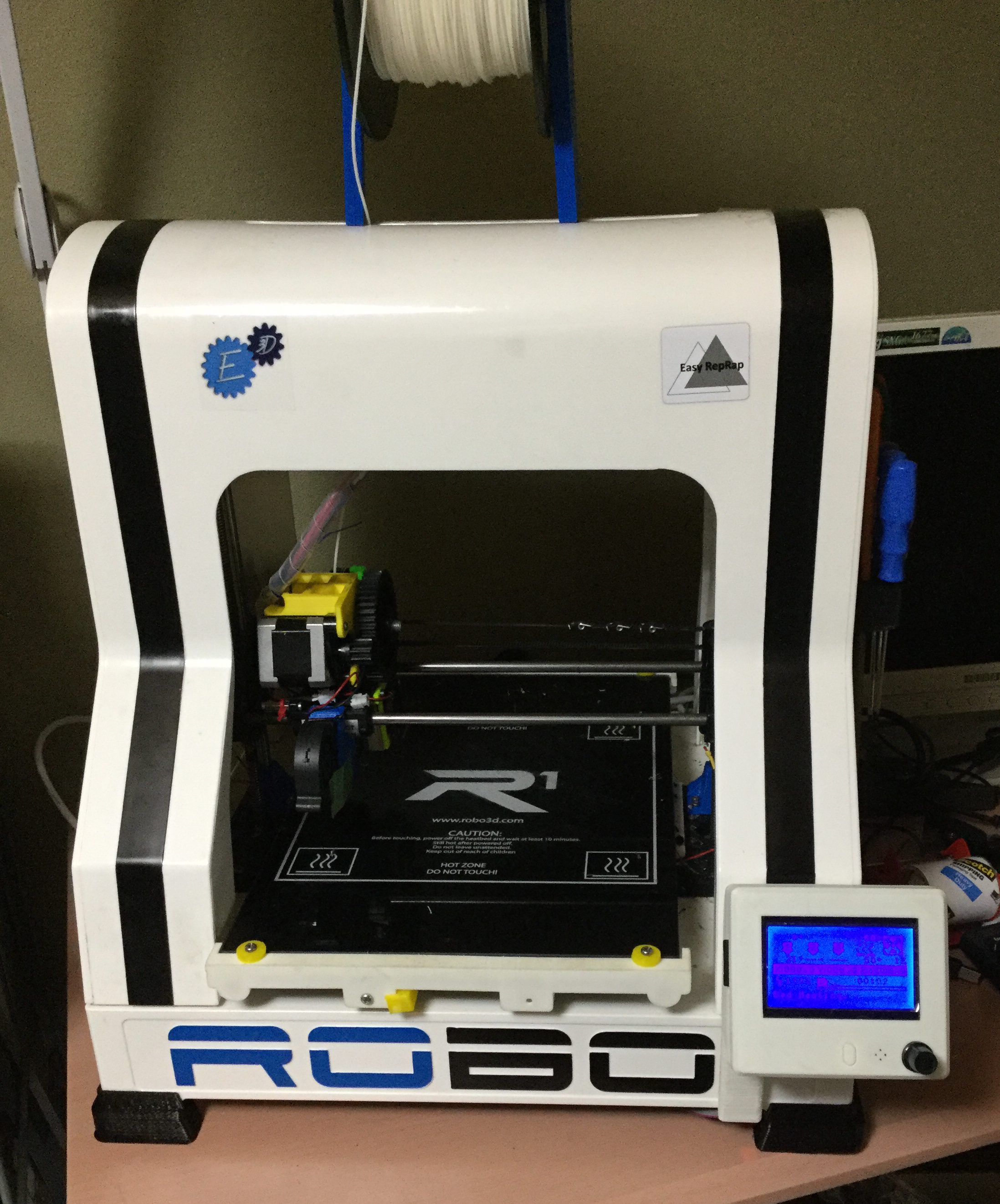
組み込みの里で稼働している初代の3Dプリンターで、Reprapというオープンソースベースの派生プロジェクトとして2014年初めに出荷が開始された米国スタートアップベンチャーRobo3Dの製品です。里にやってきてから、そろそろ二年ほどになります。初期製品からのアップグレードを続けて現在の製品と同等レベルにまで更新してありますが、開発元が米国サンディエゴということなので気候条件などについて恵まれた環境であり、使用環境が四季のある国ではいささか問題となり悪戦苦闘してきた経緯があります。現在安定出力ができる環境としてPC直結ではなく、g-codeファイルをSDカードで渡す形式で利用しています。
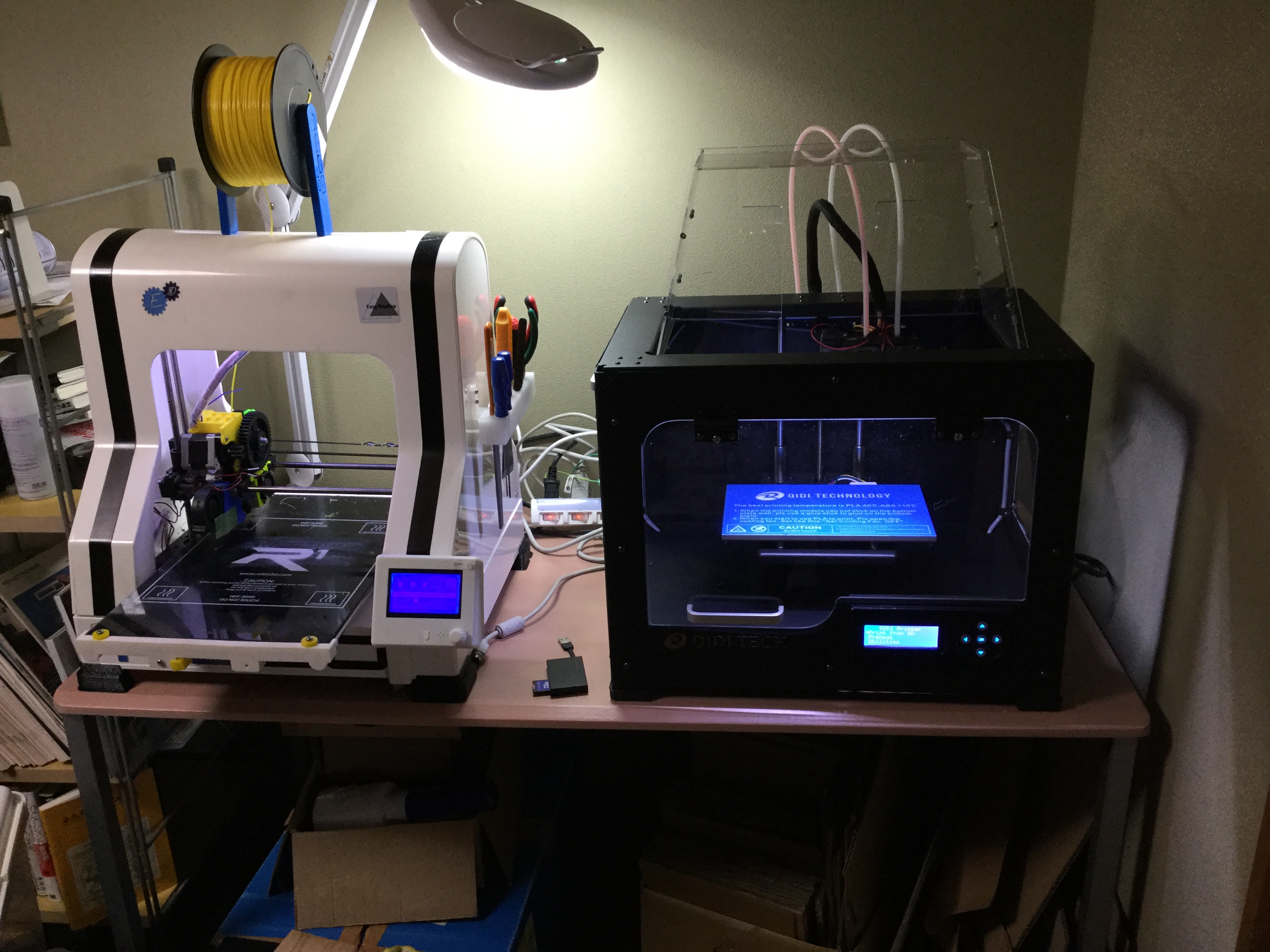 最近追加されたのが右側のQIDITECH社のAvatar IVというモデルです。機能的にはMakerbot社のReplicator2XやFlashforge社のCreatorPro Dualというモデルの互換機種として現在は利用していますが特に大きな支障はありません。こちらの場合にはX3Gという形式のファイルをSDカードで渡して出力します。
最近追加されたのが右側のQIDITECH社のAvatar IVというモデルです。機能的にはMakerbot社のReplicator2XやFlashforge社のCreatorPro Dualというモデルの互換機種として現在は利用していますが特に大きな支障はありません。こちらの場合にはX3Gという形式のファイルをSDカードで渡して出力します。
二つの異なる3Dプリンターを使い分ける意味も含めて共通のオープンソースソフトMattercontrolを用いて3Dモデル(STL)からプリンター制御するためのコード生成をするように整備しています。
ご利用される際には、STLファイルをお持ちいただいてMattercontrolを用いてRobo3DならばG-code、Avatar IVならばX3Gを生成していただきSDカードに書き込み印刷するという手順になります。SDカードに書かれる場合にはファイル名の長さにもご注意ください。拡張子込みで31文字となっています。Avatar IVの場合にはX3Gですので最大27+”.X3G”となります。
| R1(Customized) | Avatar IV | |
| 速度 | 0-50mm/S | 0-150mm/S |
| 層厚み | 0.1-0.3mm | 0.05-0.2mm |
| サイズ | 210x228x168* | 230x150x150 |
| フィラメント | PLA/ABS/NYLON | PLA/ABS/NYLON/PVA |
| Extruder | Single | Dual |
| Control | G-code | X3G |
3D設計から、印刷に至るまで
3Dデータを一から起こす場合や、既存データを改造することから始めるなど様々ですが、趣味での利用ということも含めて無償で活用できるソフトをベースにした里での事例は次の通りです。
既存データアーカイブから先人の事例を学びましょう STLデータを参考に活用できます。
(役に立つアイデアや利用可能なパーツが見つかります)
thingiverse 色々な作例がありますし、里で作ったものも登録しています。
3D設計を行い3Dデータを作ります。
123Design (PC環境 MacOS/Windows/Linux)
Fusion360 (Cloud環境)
3Dデータから3Dプリンターの出力に必要なデータに変換します。
(印刷精度やフィラメント種類やプリンター速度やそのほかのパラメータなど)
組み込みの里では、Mattercontrolというソフトを利用して、それぞれのプリンターに応じた形のデータに変換しています。この処理で物理的にかかる時間や必要なフィラメントの量などを知ることができます。