レーザー加工機ですが、コントローラ不良が見つかり現在修理パーツ手配中です。
修理更新が進みましたらご案内します。

Embedded Software Camp for Youth
レーザー加工機ですが、コントローラ不良が見つかり現在修理パーツ手配中です。
修理更新が進みましたらご案内します。
横浜の成田さまから、立派な測定器を寄贈していただきました。
50MHz帯域のストレージオシロスコープ(ストレージ以外はアナログ)
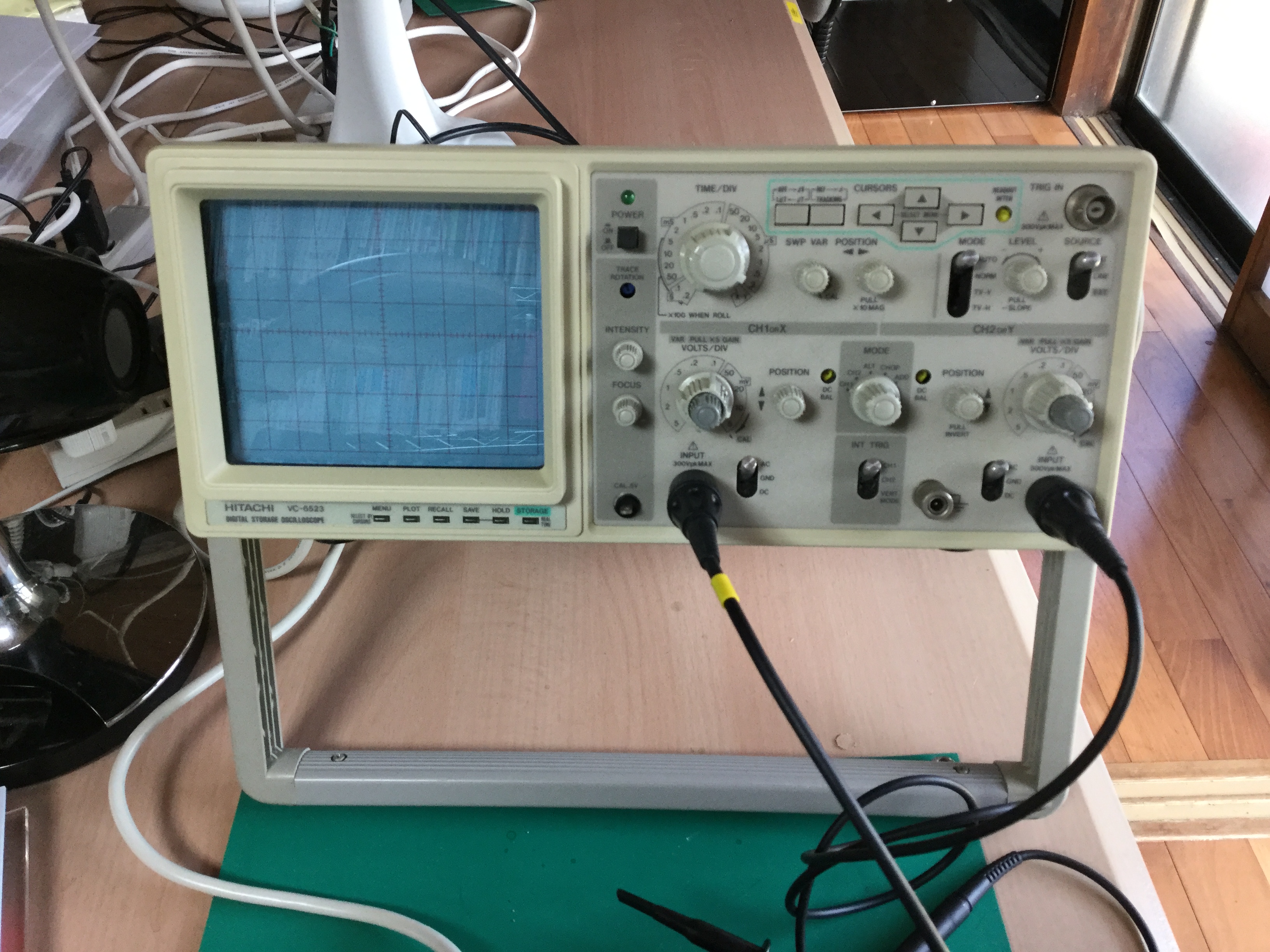
低周波オシレーター

実験に使える大きなスピーカーセット

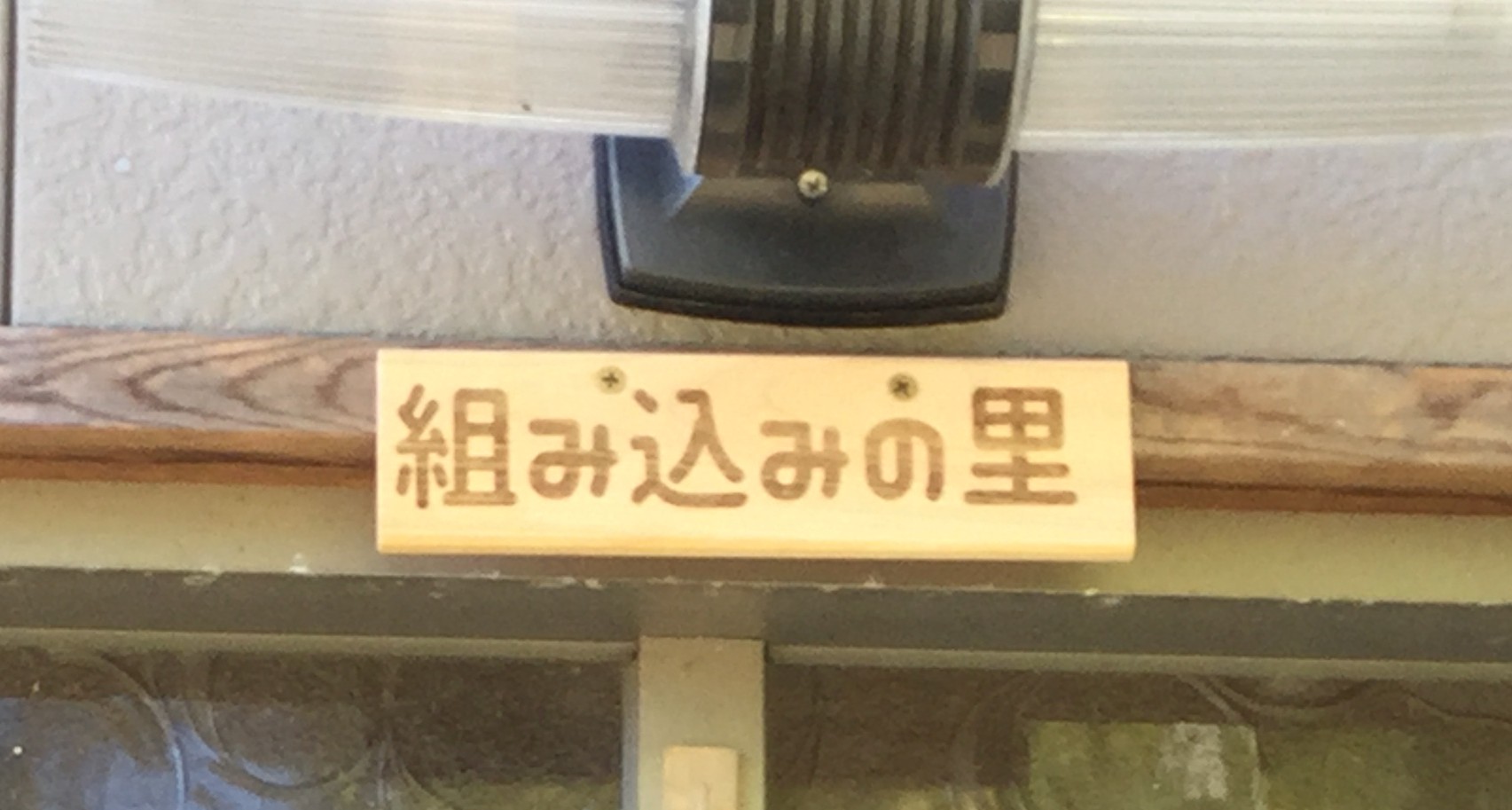
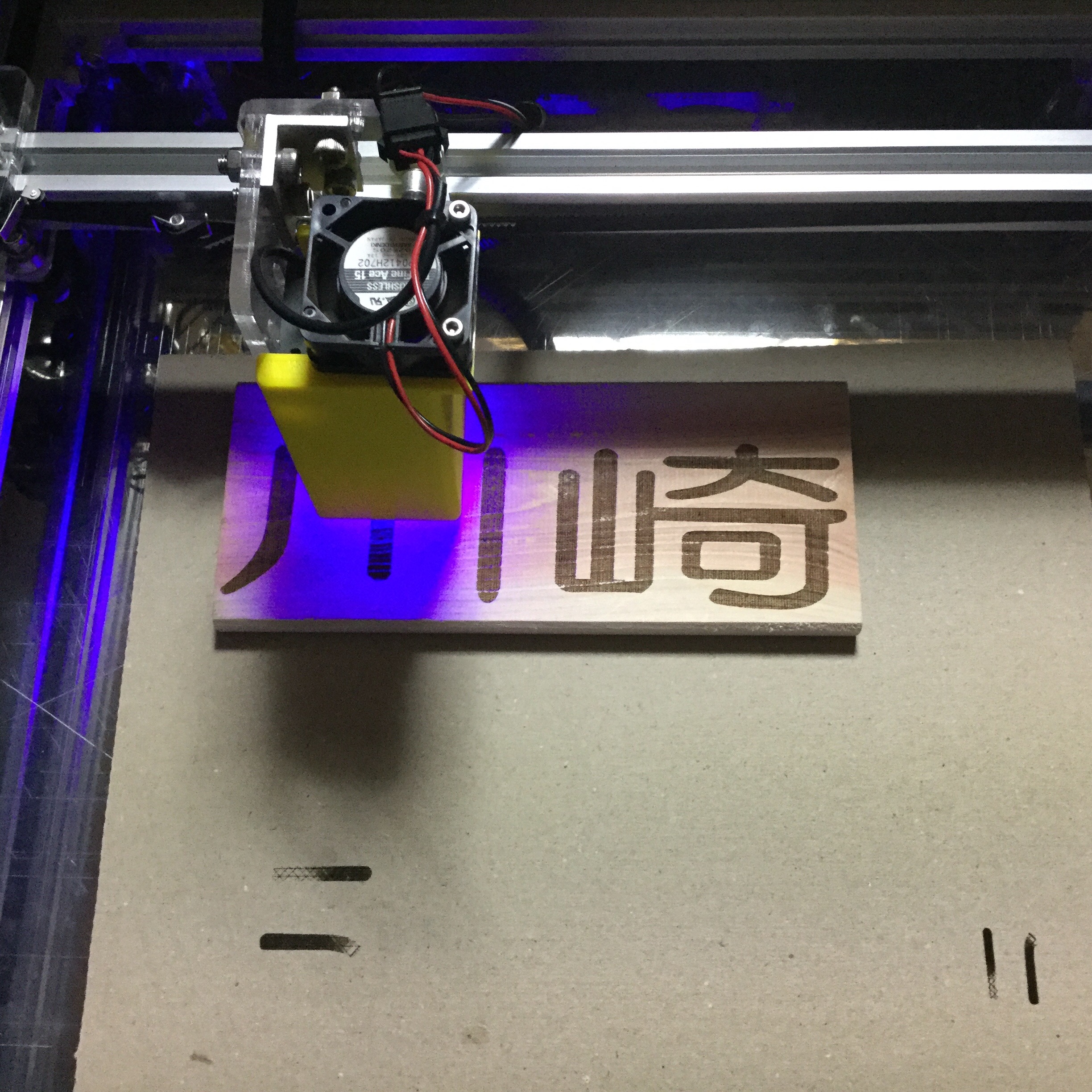
里にあるレーザー加工機SmartLasr-miniは出力1.6Wの半導体レーザーマシンです。
このため、紙の切り出しや、皮革や木材の上に焼き入れで文字や模様をつけたりといったことが使い方になっています。ここでは、表札作成を通じてデータ作成方法について記します。
作例はこんな形です。厚みで15mmくらいの板まで加工できます。

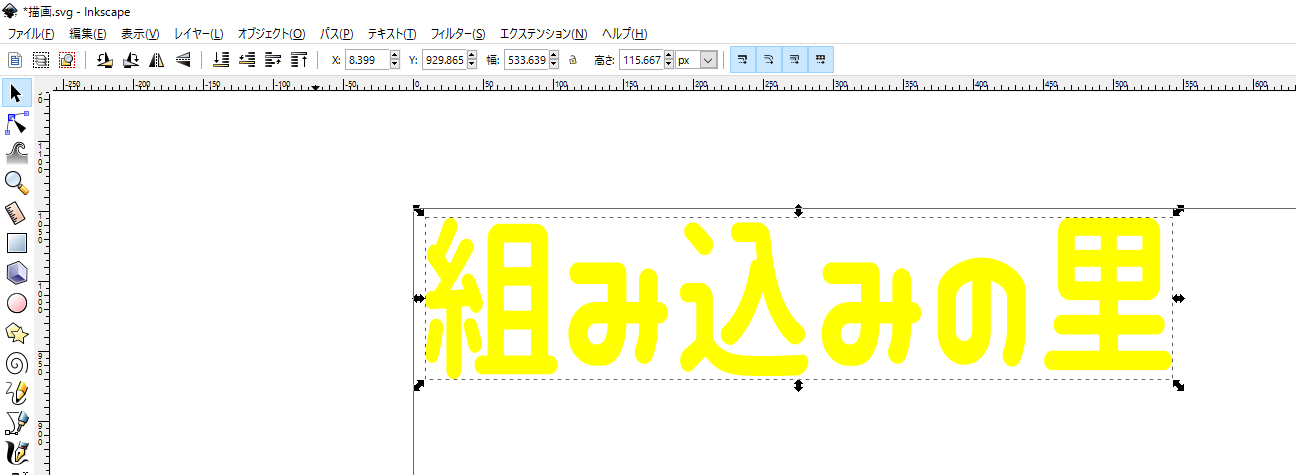
表札の文字データは、InkScapeで作成します。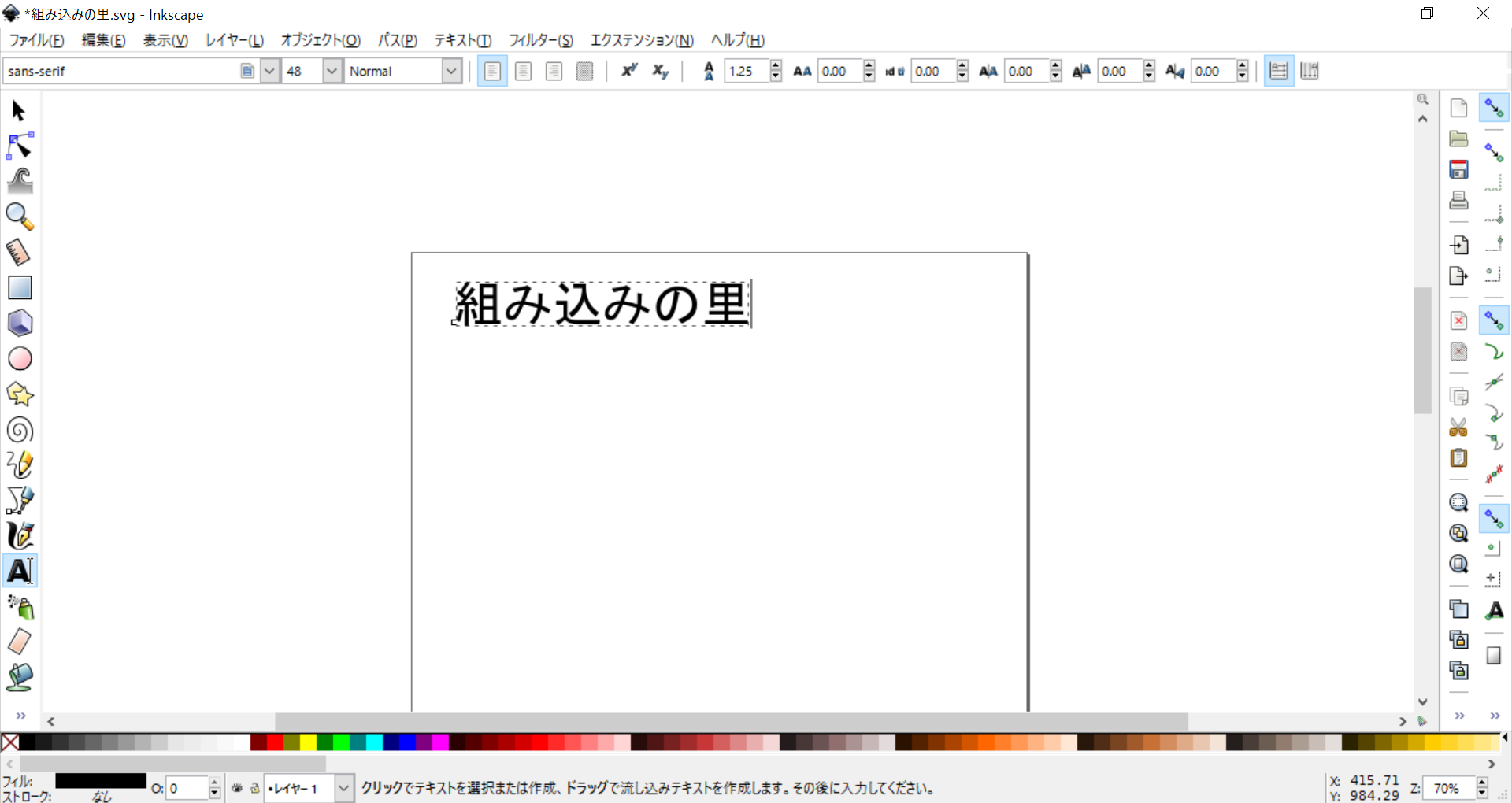
文字の大きさは、文字のオブジェクトを選択して上下左右のサイズを拡大縮小して合わせる。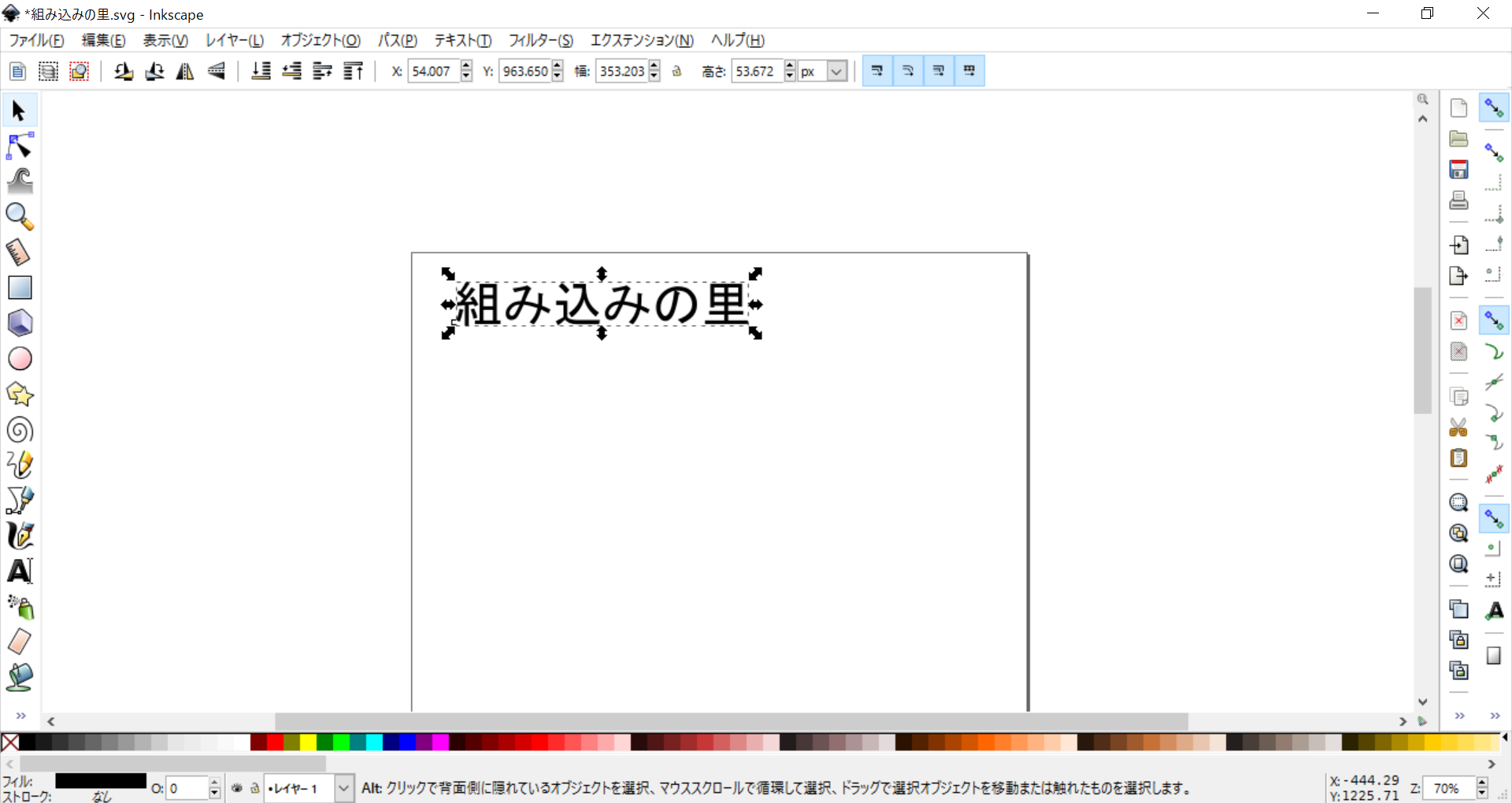
文字のオブジェクトをパスに変換します。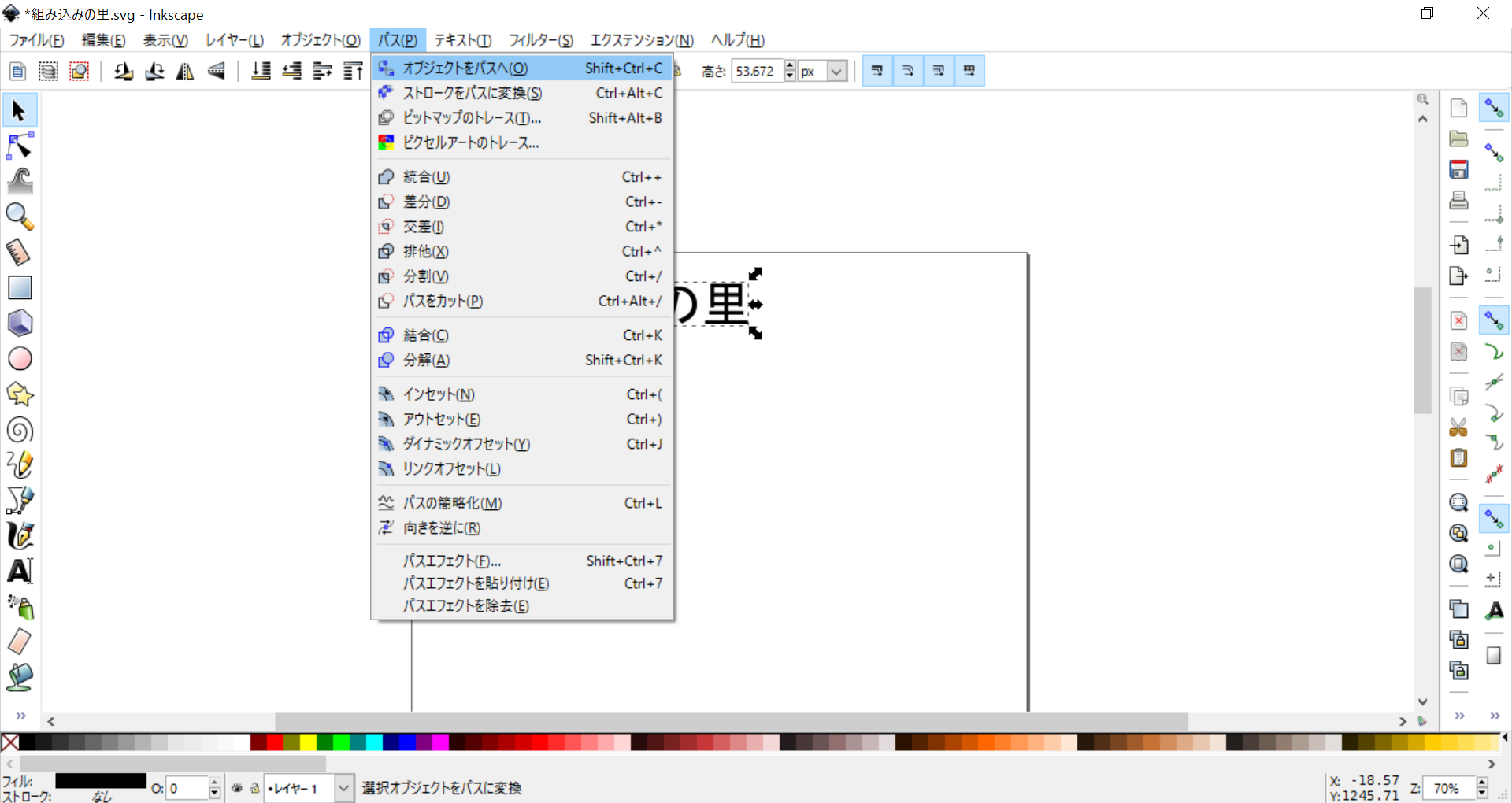
パスに変換すると、文字ごとに確認ができます。
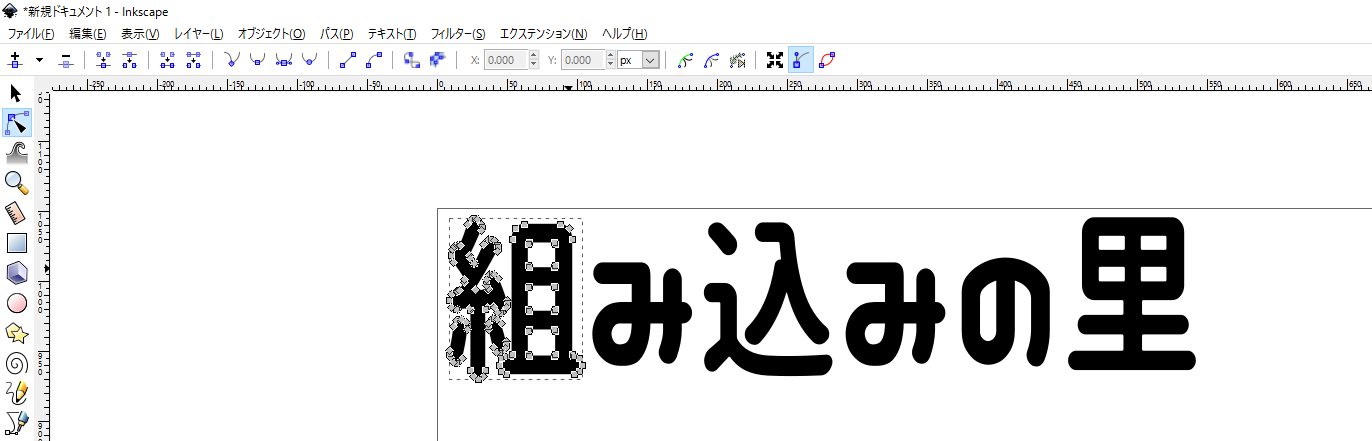
サイズ変更はパスに変換した後でも可能です。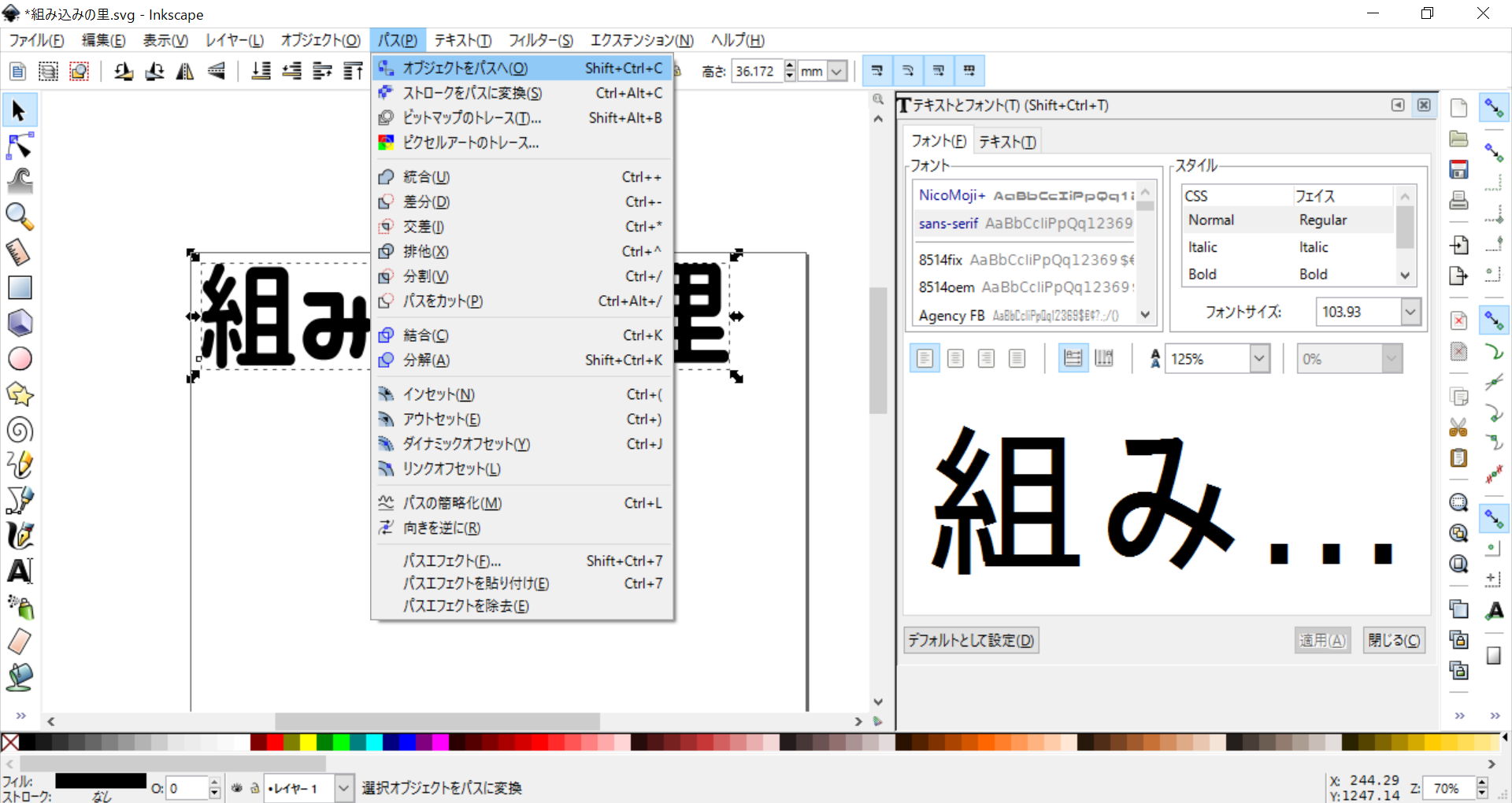
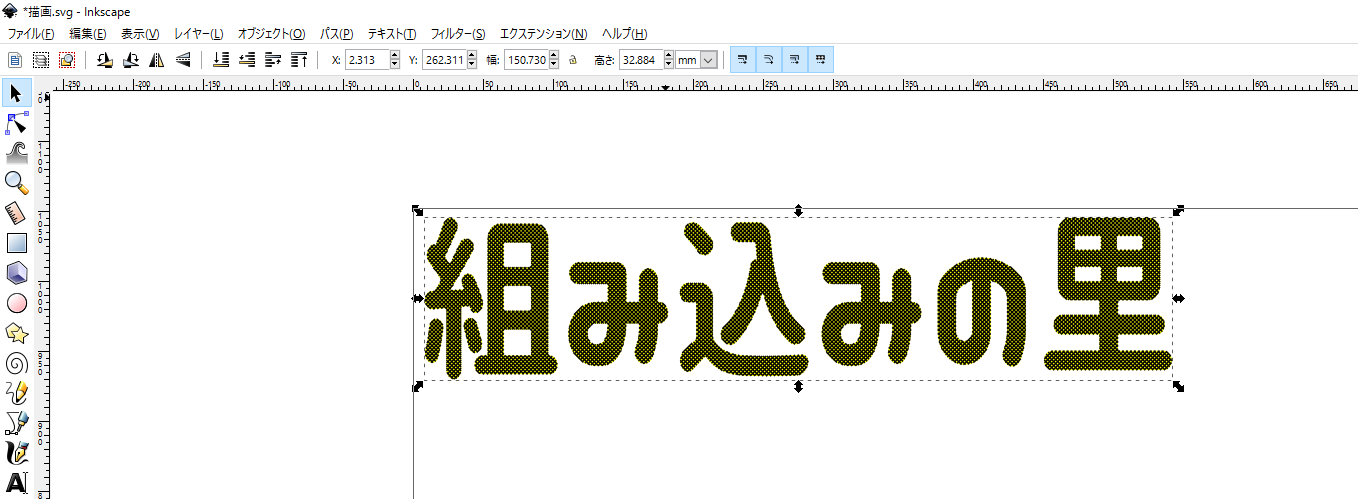
最後にハッチング処理をプラグインで行いますが、色を指定しておくと塗りつぶしの密度を確認できます。黒のままではわからないので・・・
Inkscapeでは、EggBotというエクステンションを使います。
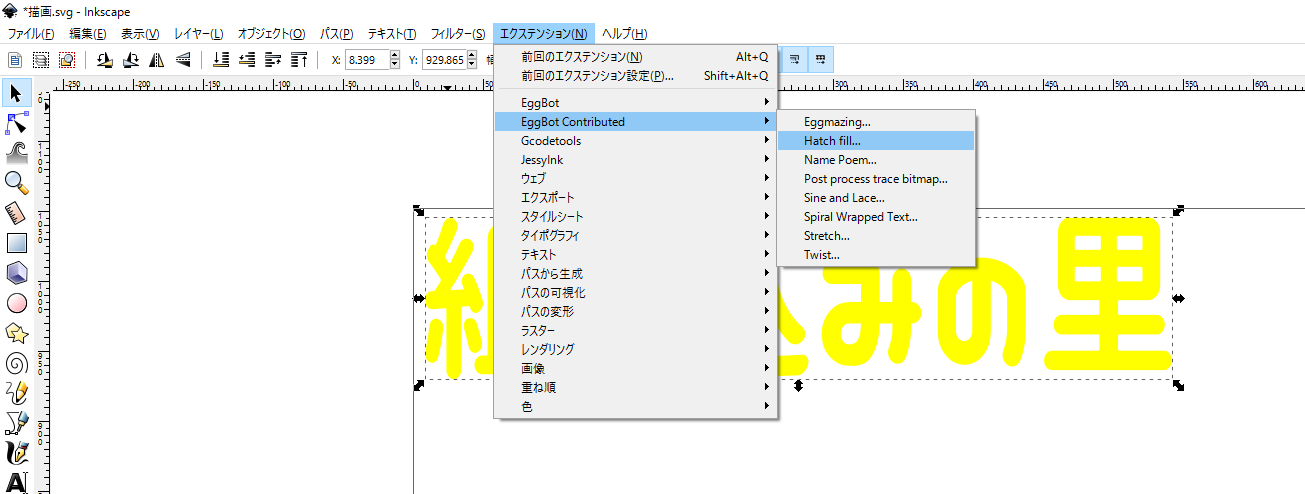
物理的なサイズとInkspaceでのサイズを合わせるには、SVG読み込みの際に90dpiのファイルとして読み込ませることで合致します。
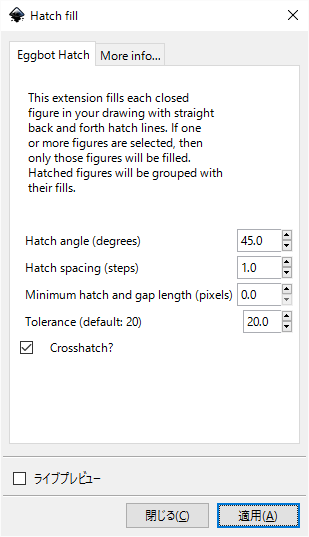
ここでは、クロスハッチで角度を45度指定で行っています。パワーが少ないのでピッチは1mm程度にするとよいようです。細かくするとさらに時間がかかります。
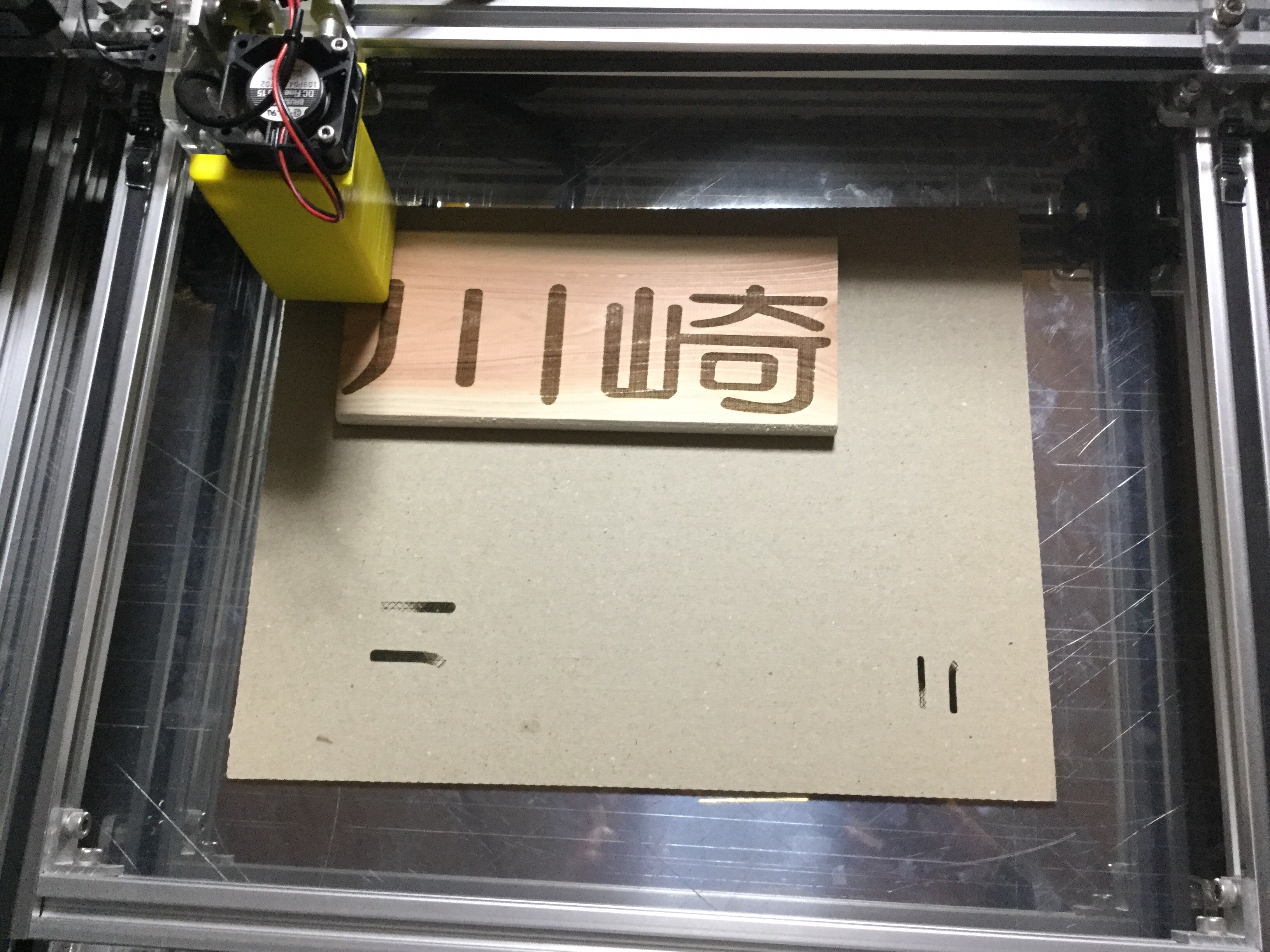
試し刷りでボール紙などを置いて位置を確認してから、部材を置きます。
レーザーミニでは焦点距離を合わせないといけないので、部材に合わせてレーザーホルダーの取り付け位置を調整します。加工材の上に、基準板を載せて、そこにホルダーが当たるように調整します。
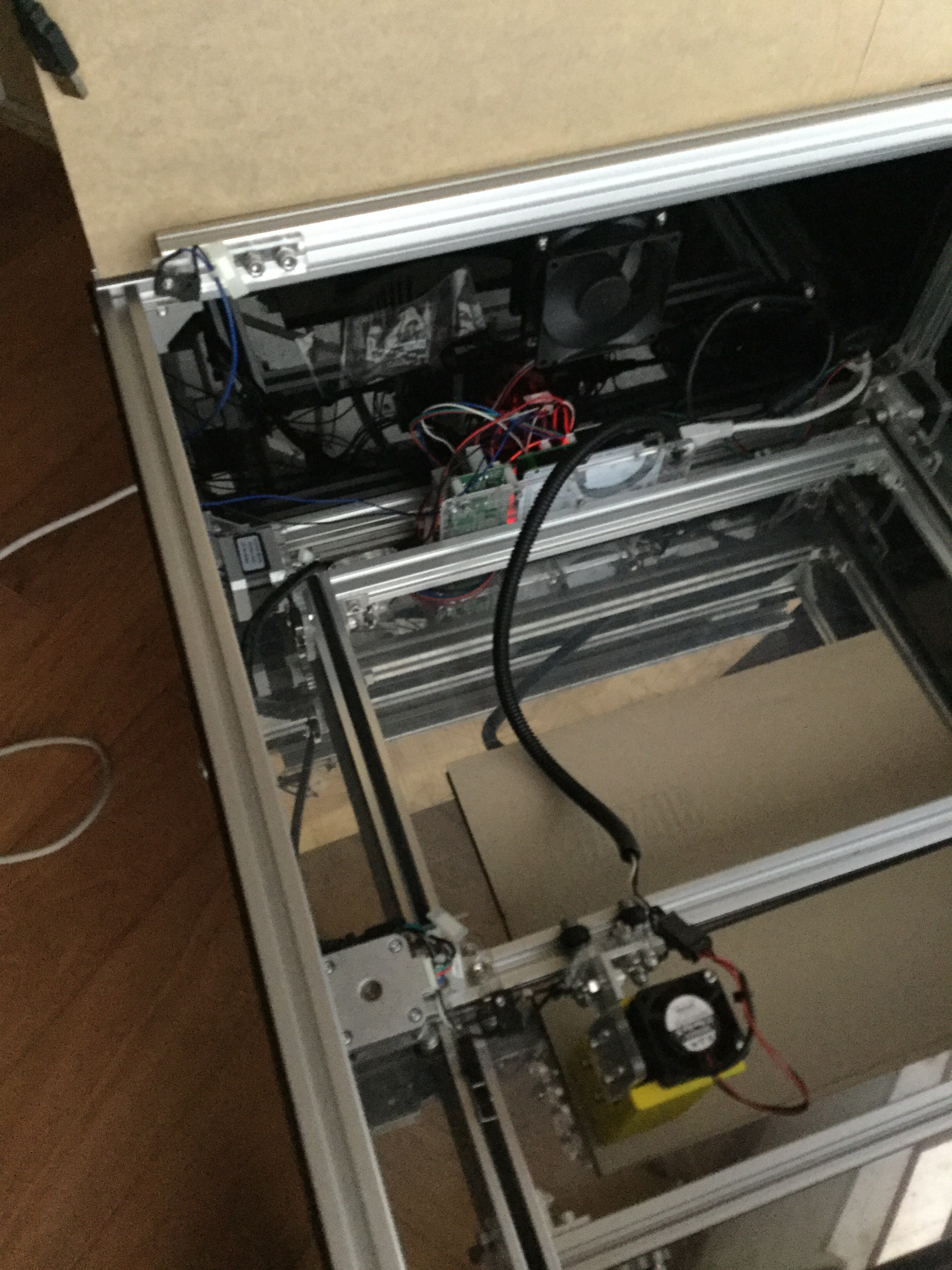
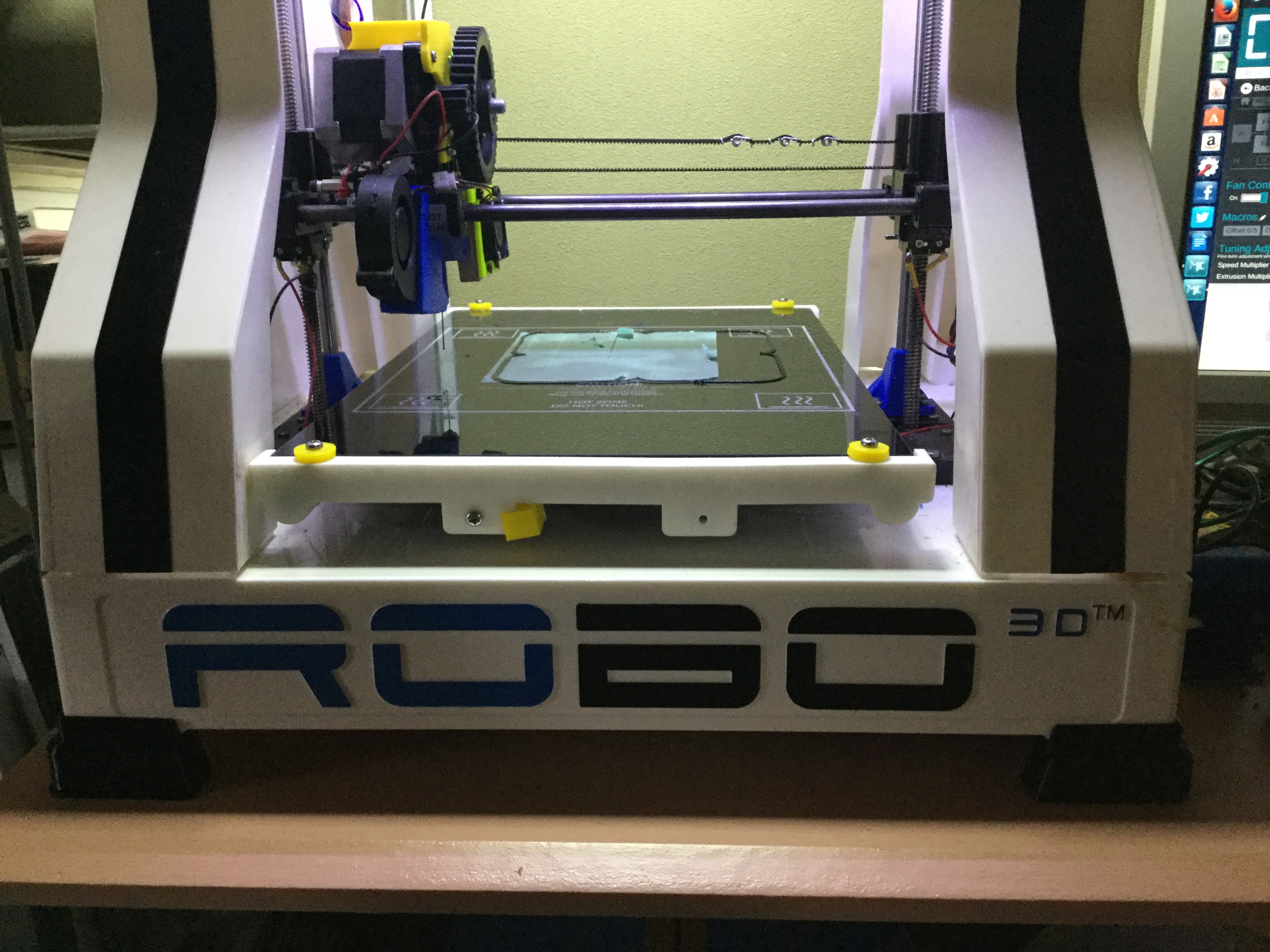
里のRobo3Dプリンターは、Reprapベースのものですが、Kickstarterのベータ品から始まりましたが、改造改版を重ねて、ほぼ最新モデルと同等になっています。
強力なホットエンド E3D Volcanoを搭載しました。最大0.4mmの積層指定ができます。
印刷速度を上げたい場合には、従来より二倍ほどの速度で印刷が可能です。ただし、積層密度を0.4mmにした場合ですが・・・。
V6と比較すると長さが10mmほど増えました。これにともない造形物の高さが低くなりました。
他にもZ軸のリニアシャフトを国産標準品に変えた為オリジナルよりさらに10mm短くなりましたのでトータルで20mm低くなりました。放熱フィンとホットエンドの間が分離されているのが特徴で熱がフィラメント送り出しの部分では十分に冷えるようになっています。

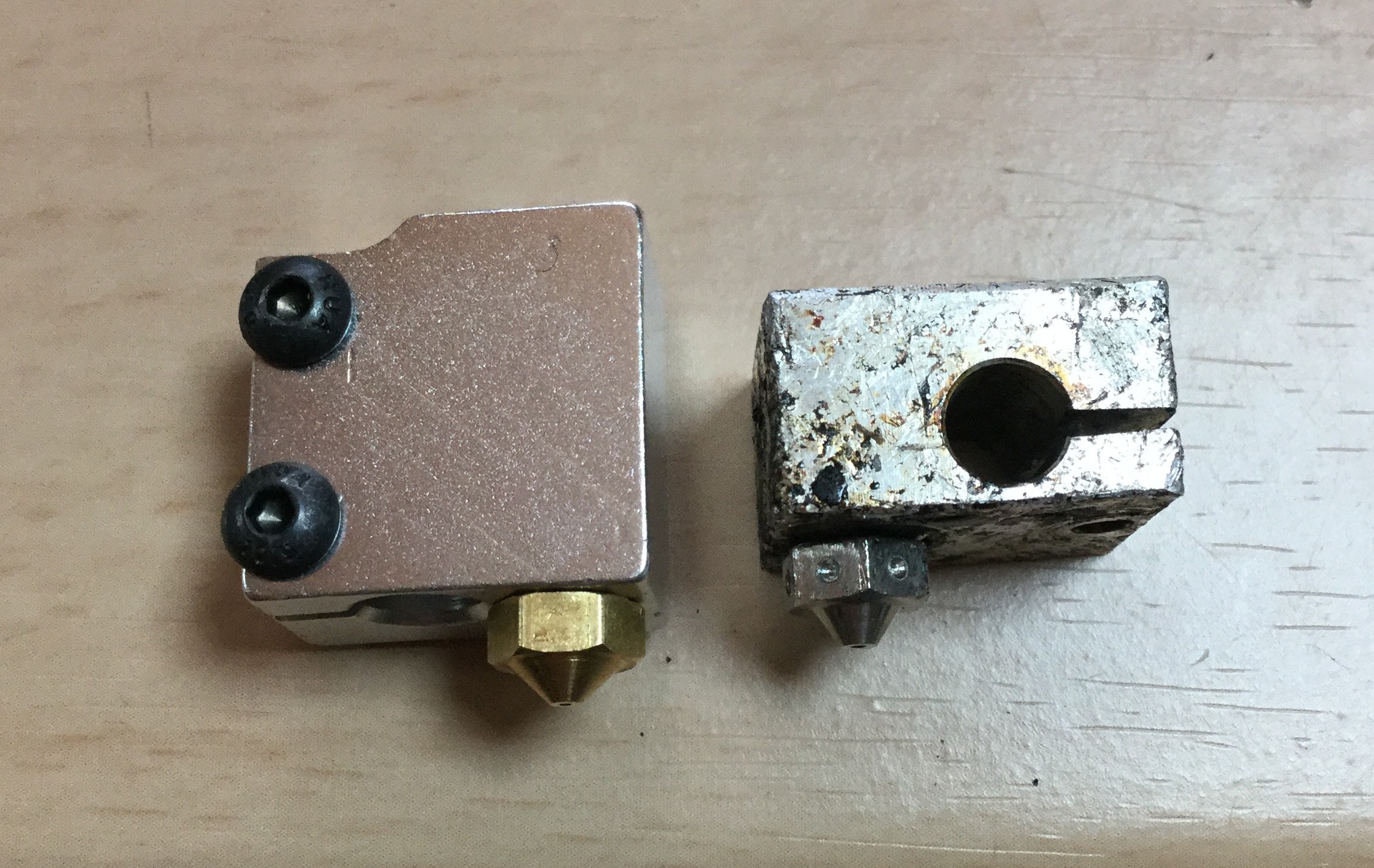
E3D Volcano(左)とE3DV6(右)の比較をみると、フィラメントの溶融スペースが長いことが分かります。

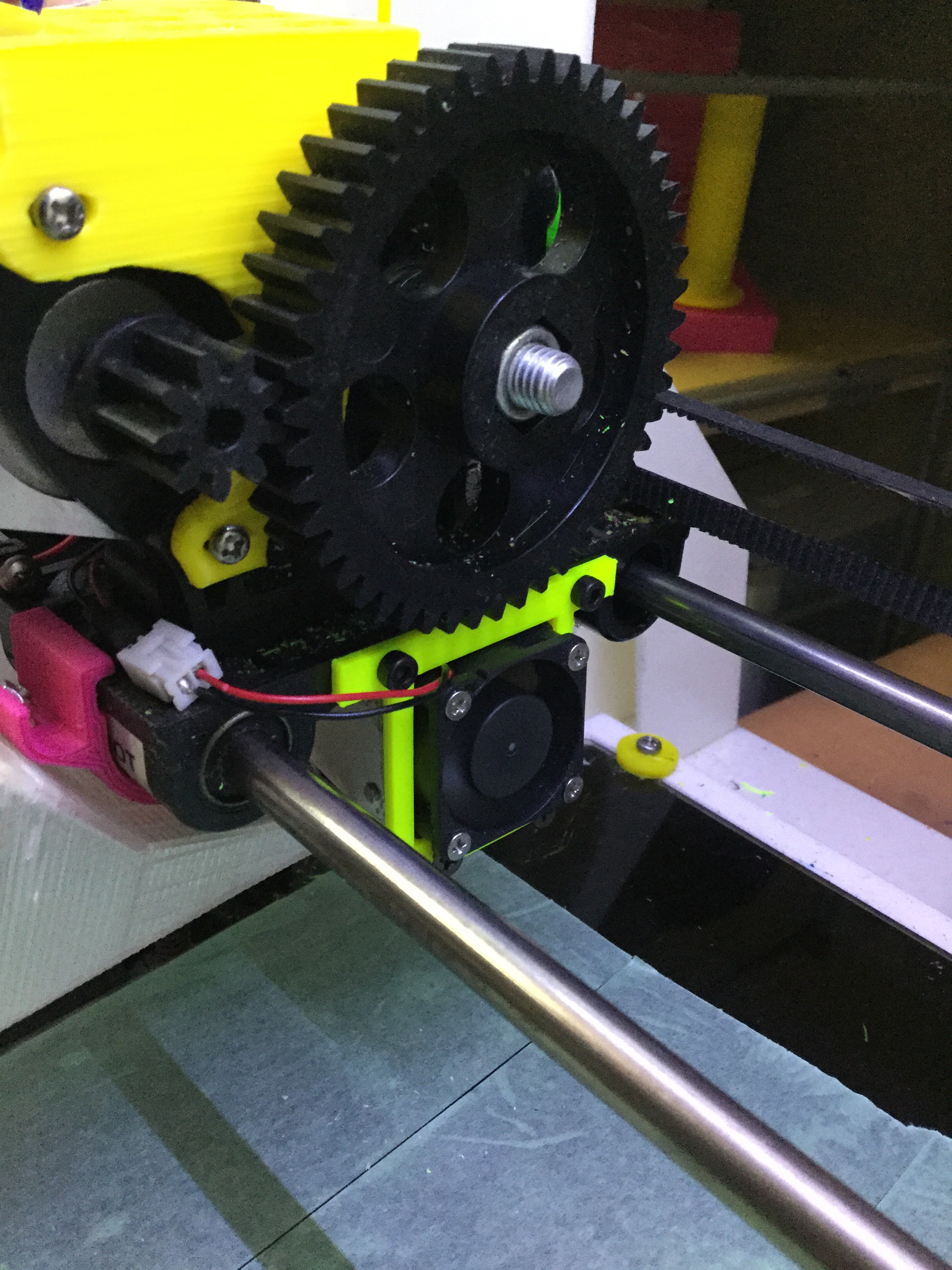
ホットエンドが強力になったので、放熱フィンの部分でのファンダクトも耐熱を考慮してアルミ板と板材で作りました。さらにマウント用のパーツをPLAで作り冷却用の3cmファンを搭載しています。取り付けはextruderのベースにつけています。
アクリルで、固定用ノリのマスクを作っています。ヘアーリング用スプレーを使うようにしています。従来の3M 77は強力すぎて後処理が大変でした。

フィラメントホルダーは上部に簡易な形にしてサイズに応じて変えられるようになっています。
ケースの底部は、下駄を履かせて冷却用の空気が取り込みやすくしました。
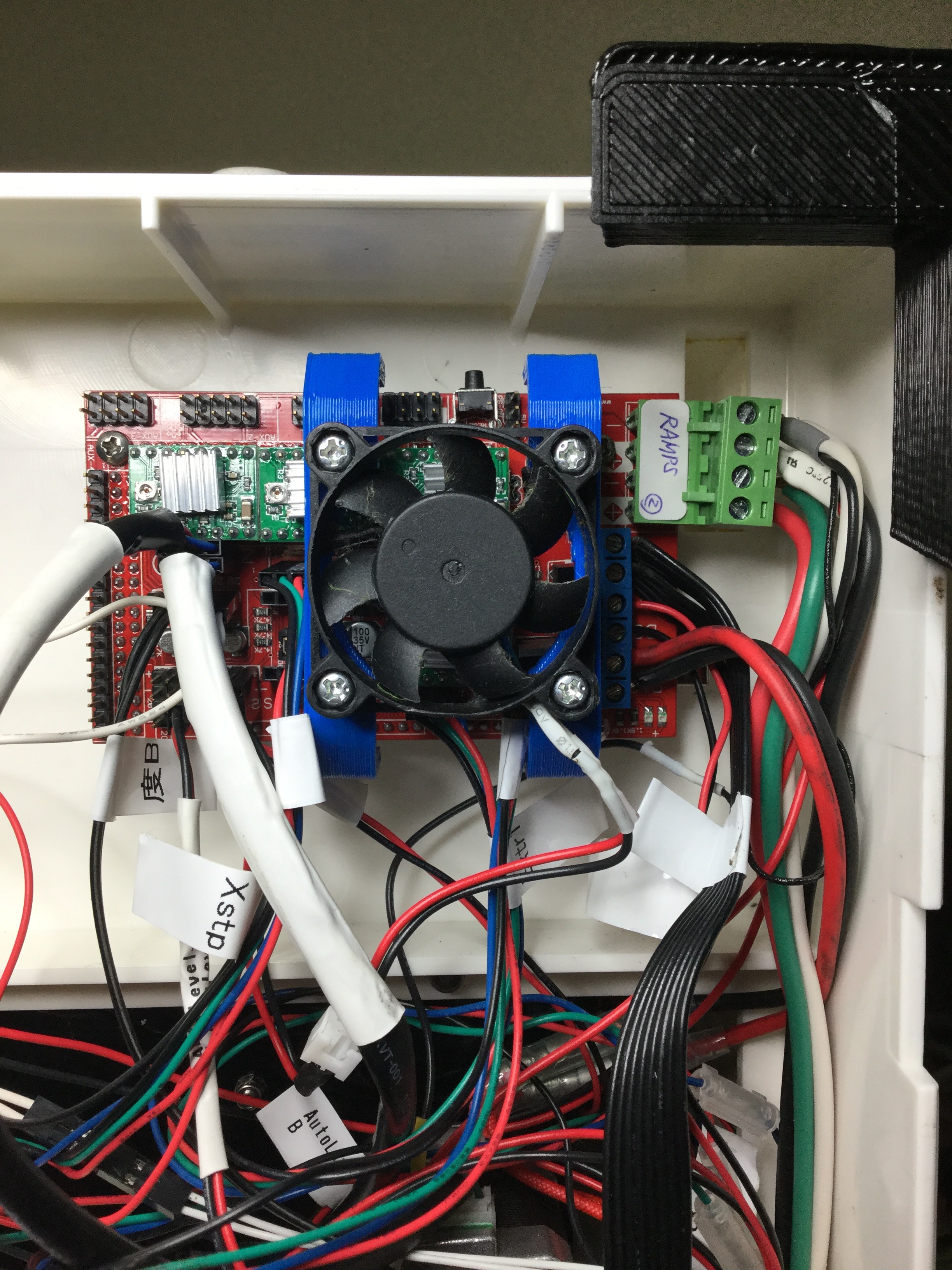
ホットエンドの強化などに伴い、RAMPSシールドの放熱が必要となりクーリングファン4cmをマウントしています。この空気取り入れのためにかさ上げをしています。
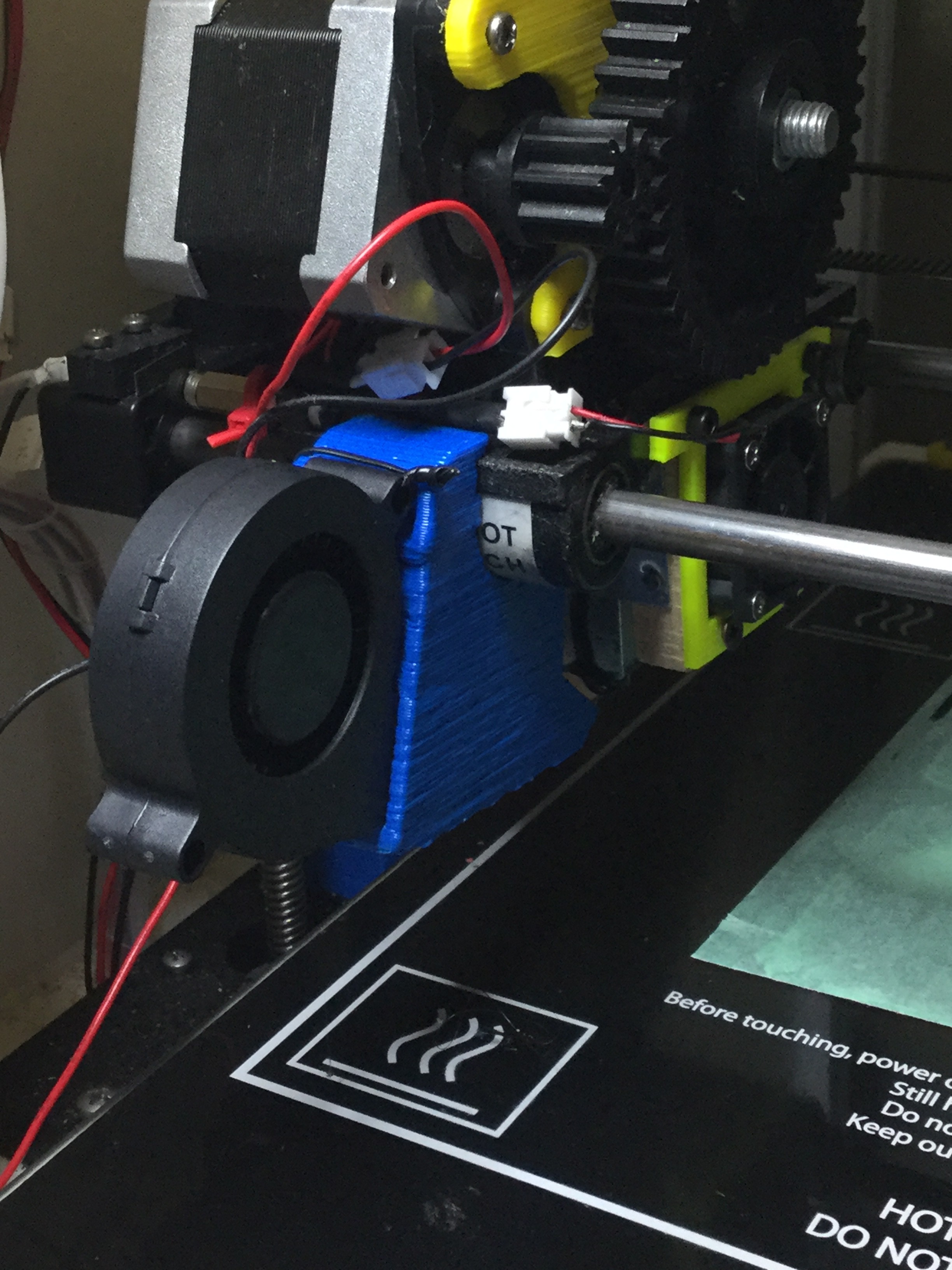
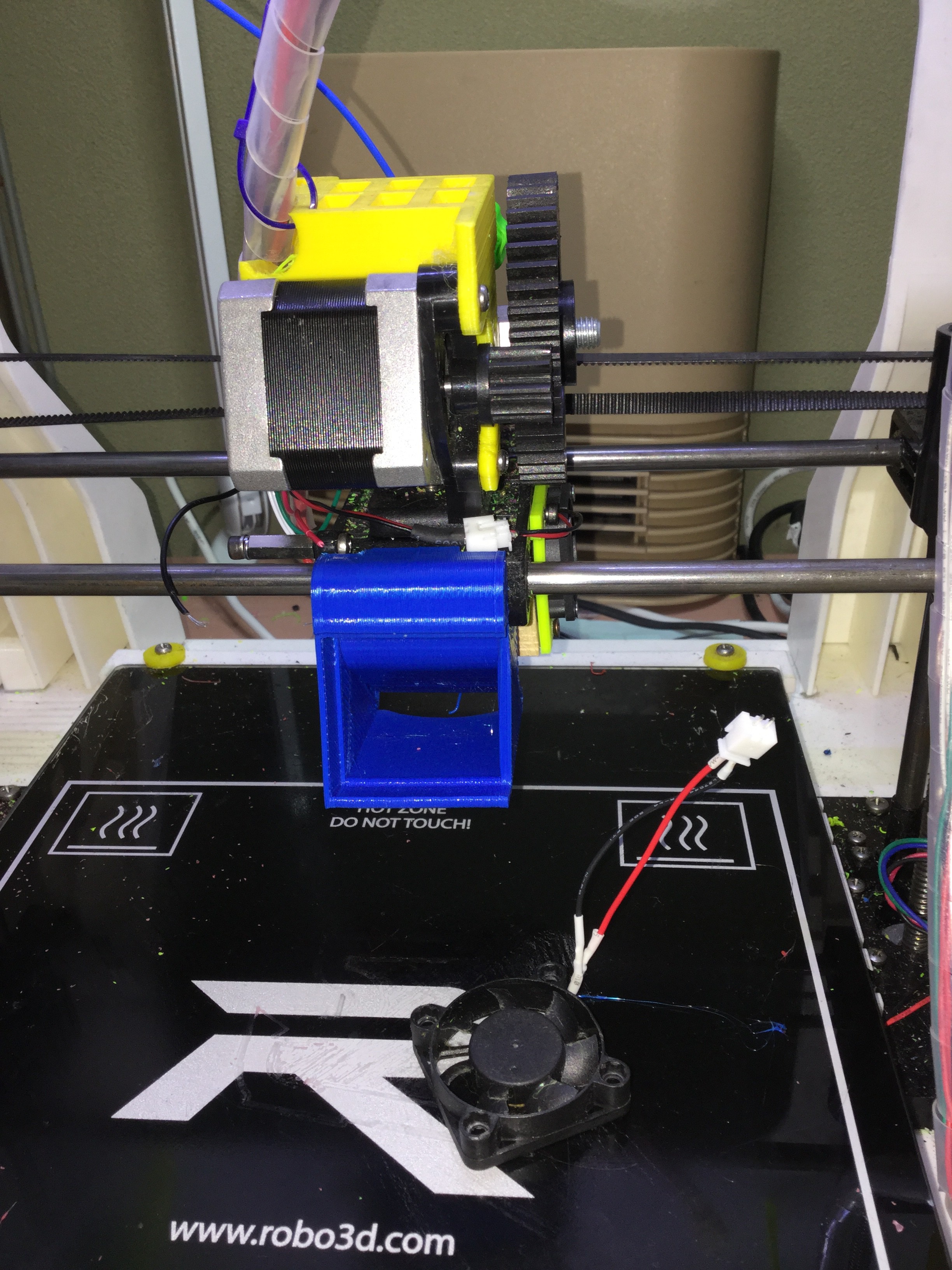
PLA出力時に水平出力ができるように空間で強力に冷却する目的でラジアルファンによるダクトを作成してヘッド先の高さに合わせて細い強力な風が出るようにしています。



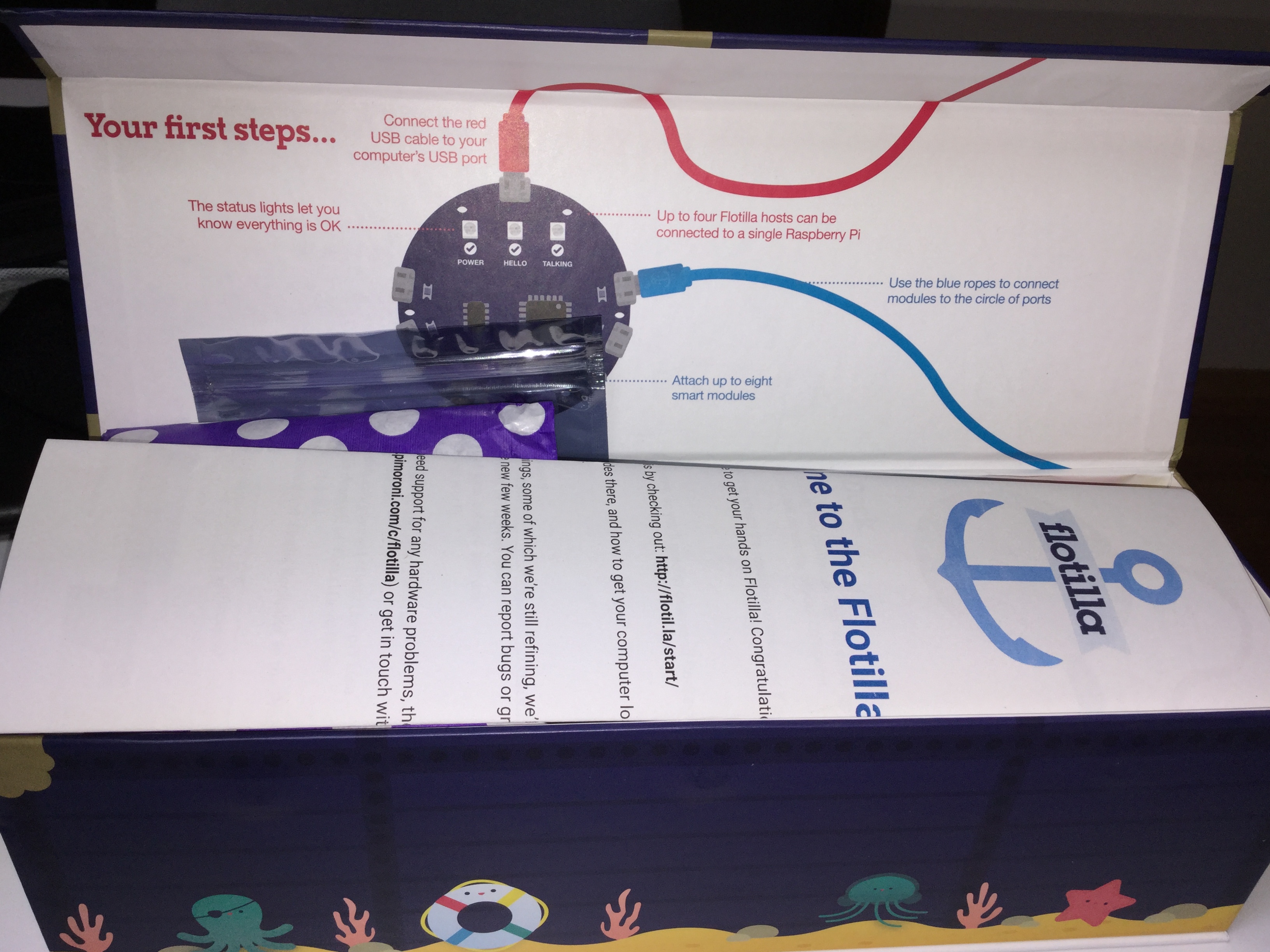
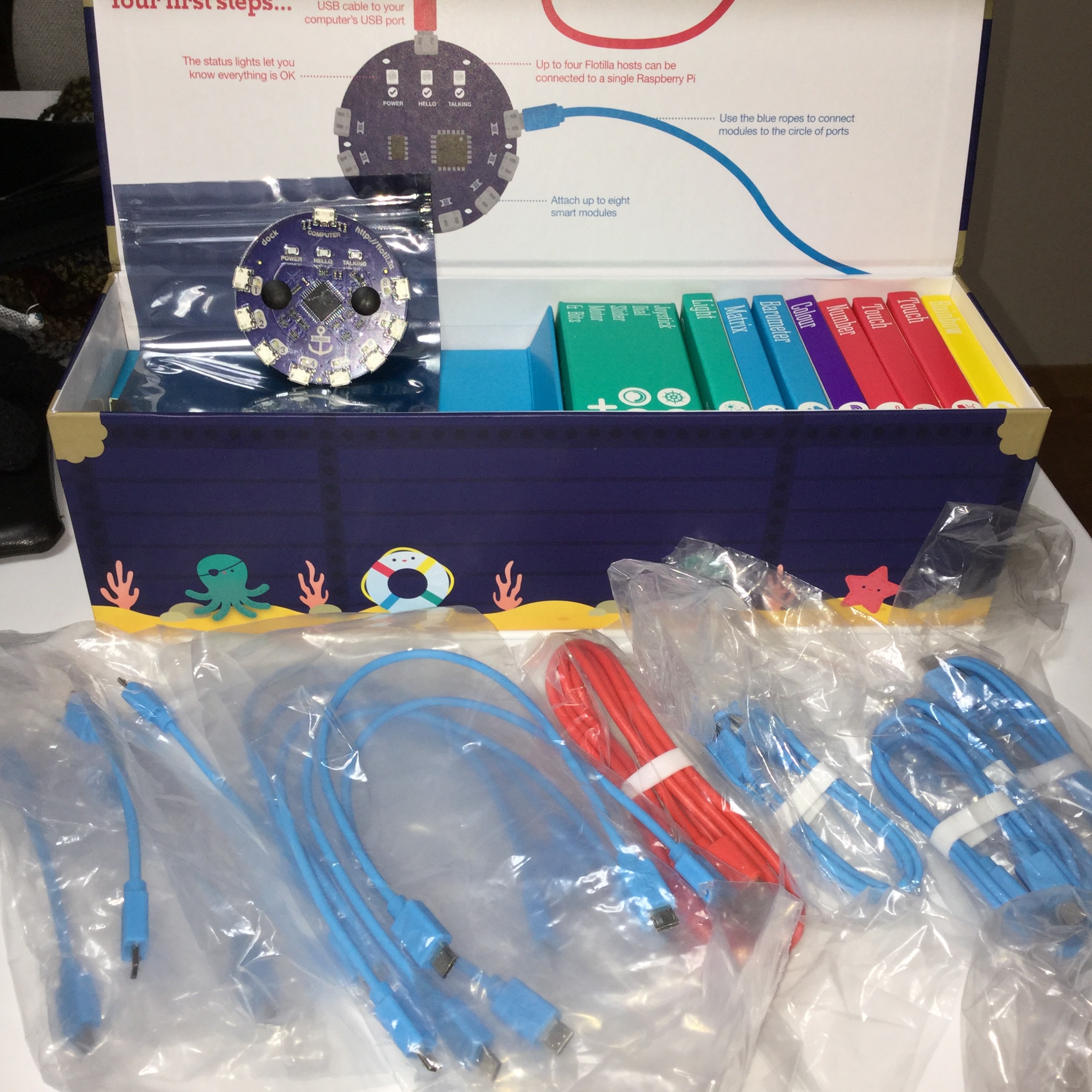
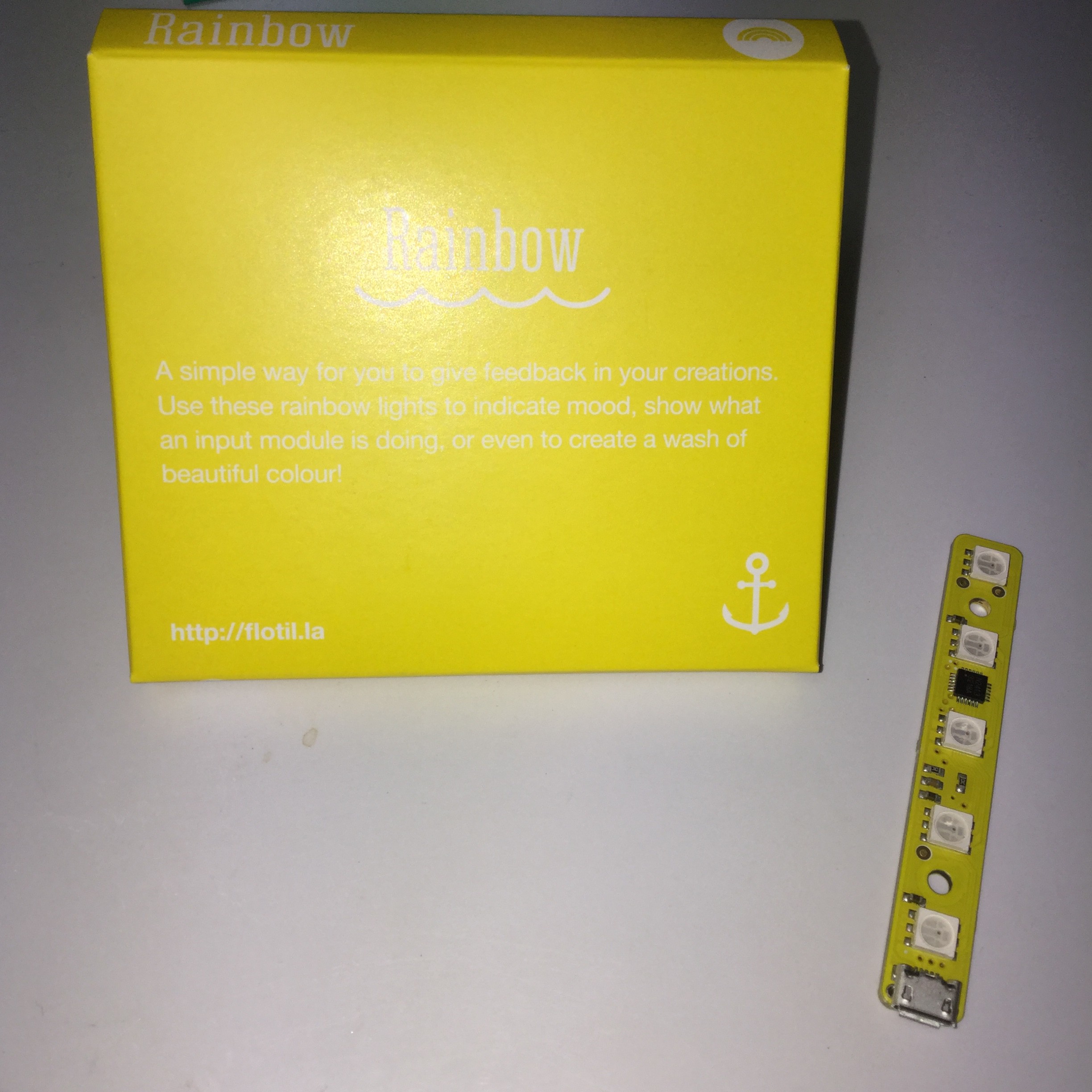
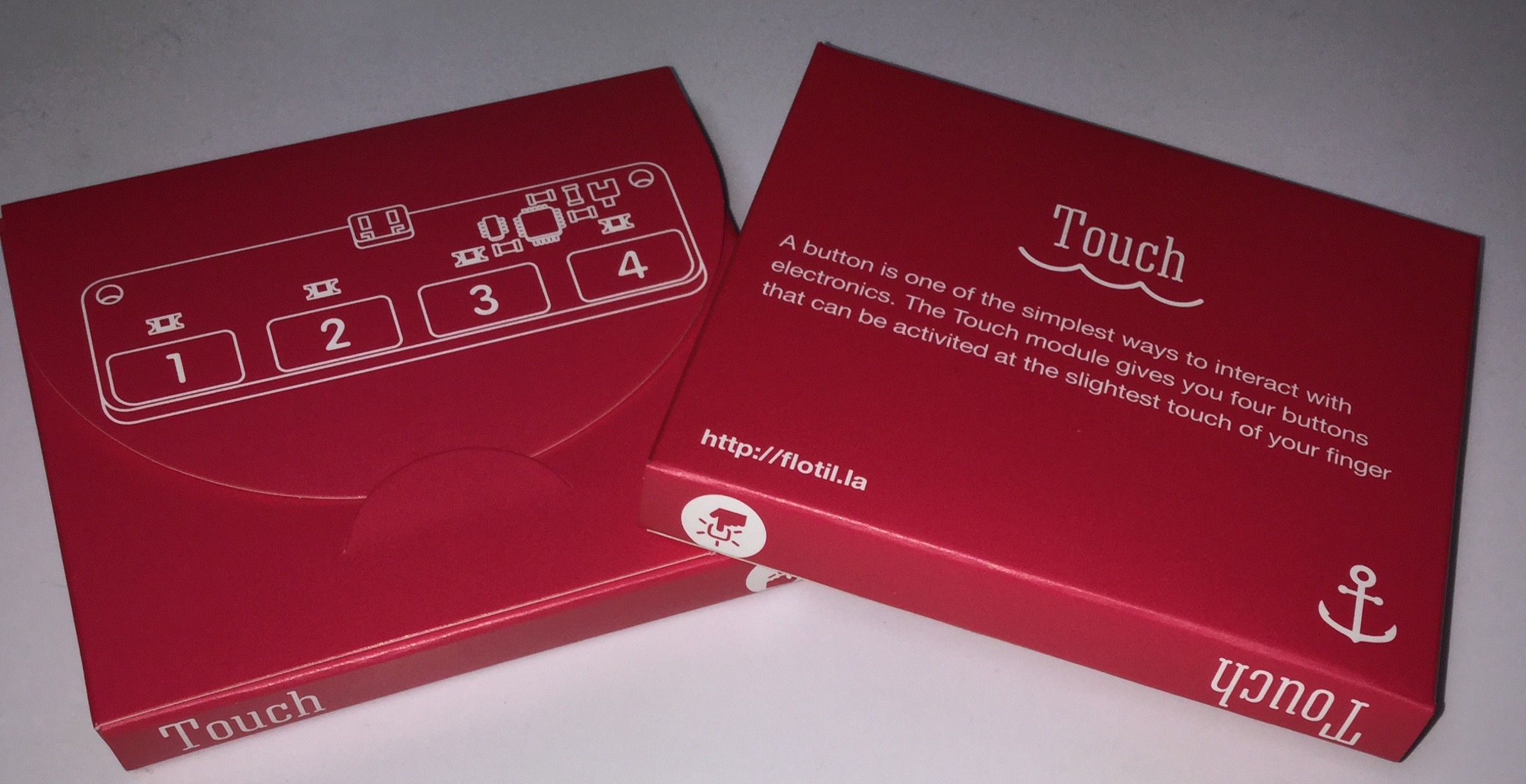
英国のPIMORONI社から、IoT体験に使えるセンサーIOセット(flotilla)が、届きました。








ARobo3DプリンターのAuto Level設定問題
https://www.facebook.com/video.php?v=10153352736523045
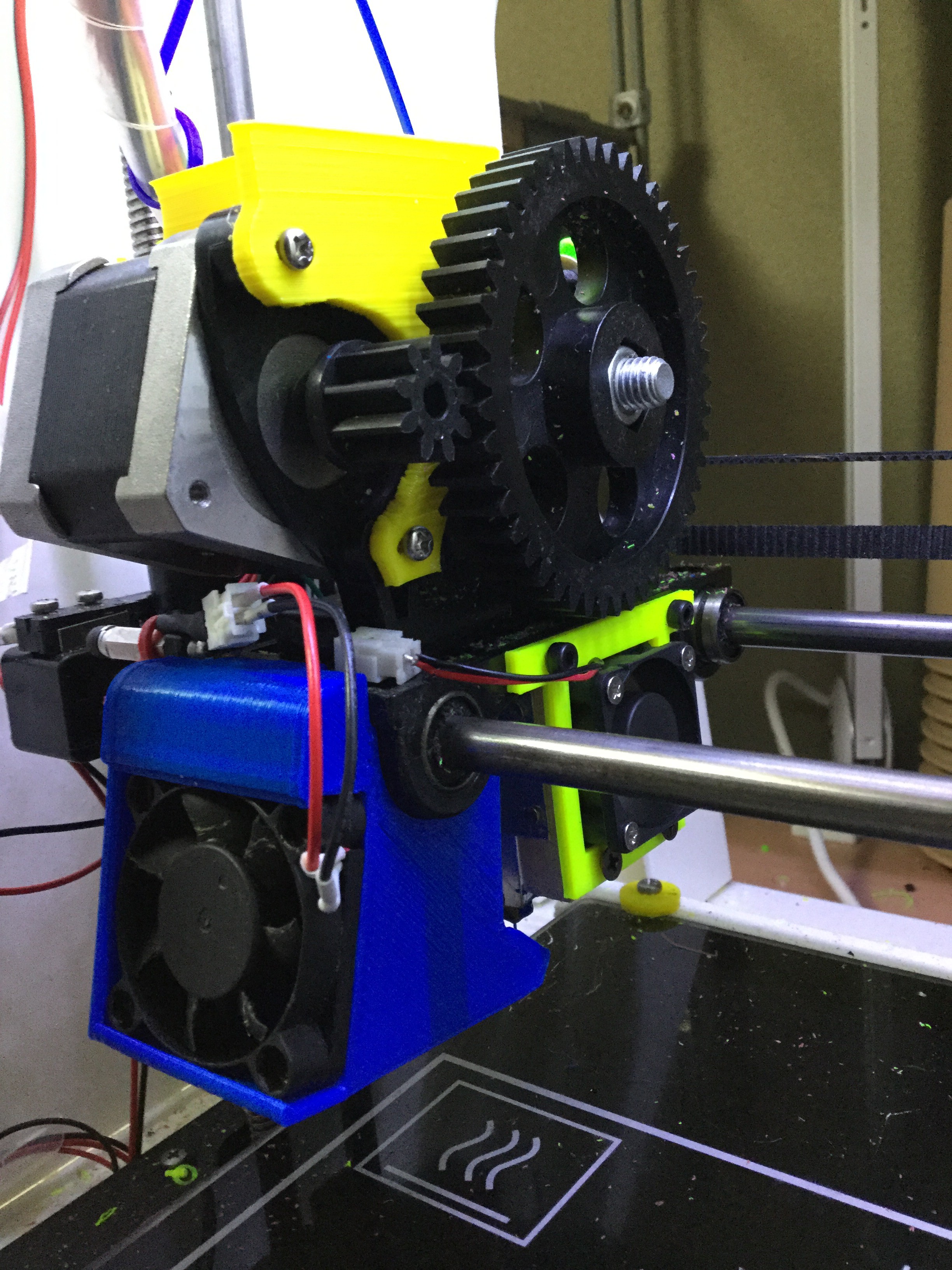
印字速度は凡そ、倍速となりました。0.8ミリのノズルを安定にドライブ出来るVolcanoという長軸のホットエンドの適用で、達成しました。成果物は、青い部分のFan ductです。長軸となったために従来のFan ductが浅くなってしまったためです。積層密度が0.2から0.4mmベースで出力することで出力時間を短くしているので縦軸方向の精度については粗くなったという考えもあるかもしれませんが今のところ満足できる内容です。このFan Ductの出力時間は、1時間15分に短縮されました。大本の設定ですと2時間30分ほどになっていました。
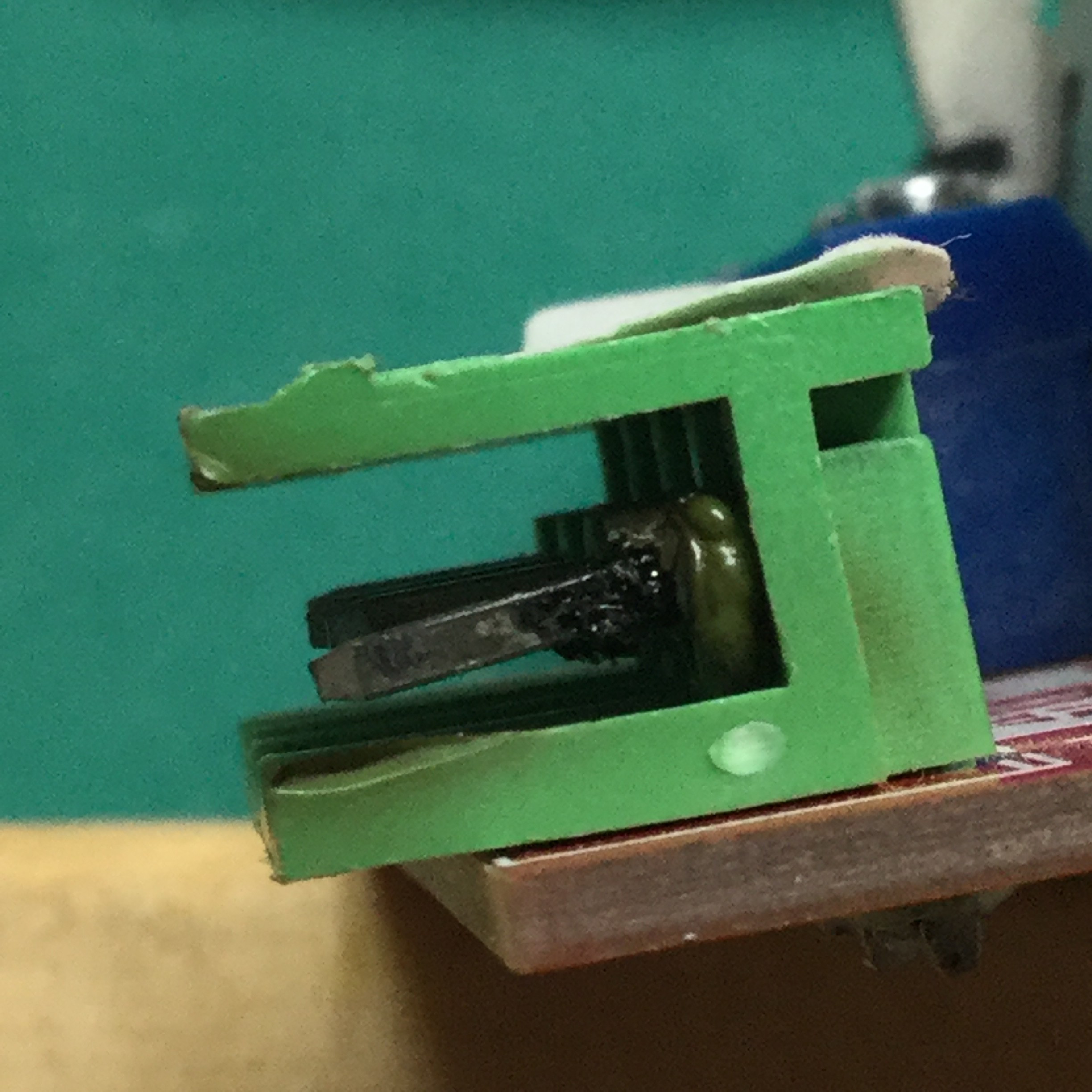
ホットエンドブロックとノズルの写真を示します。黒くなっている箇所はフィラメントが溶けて炭化しかかっているものです。この状態ではネジに樹脂が固着しているので取り付けは出来ません。
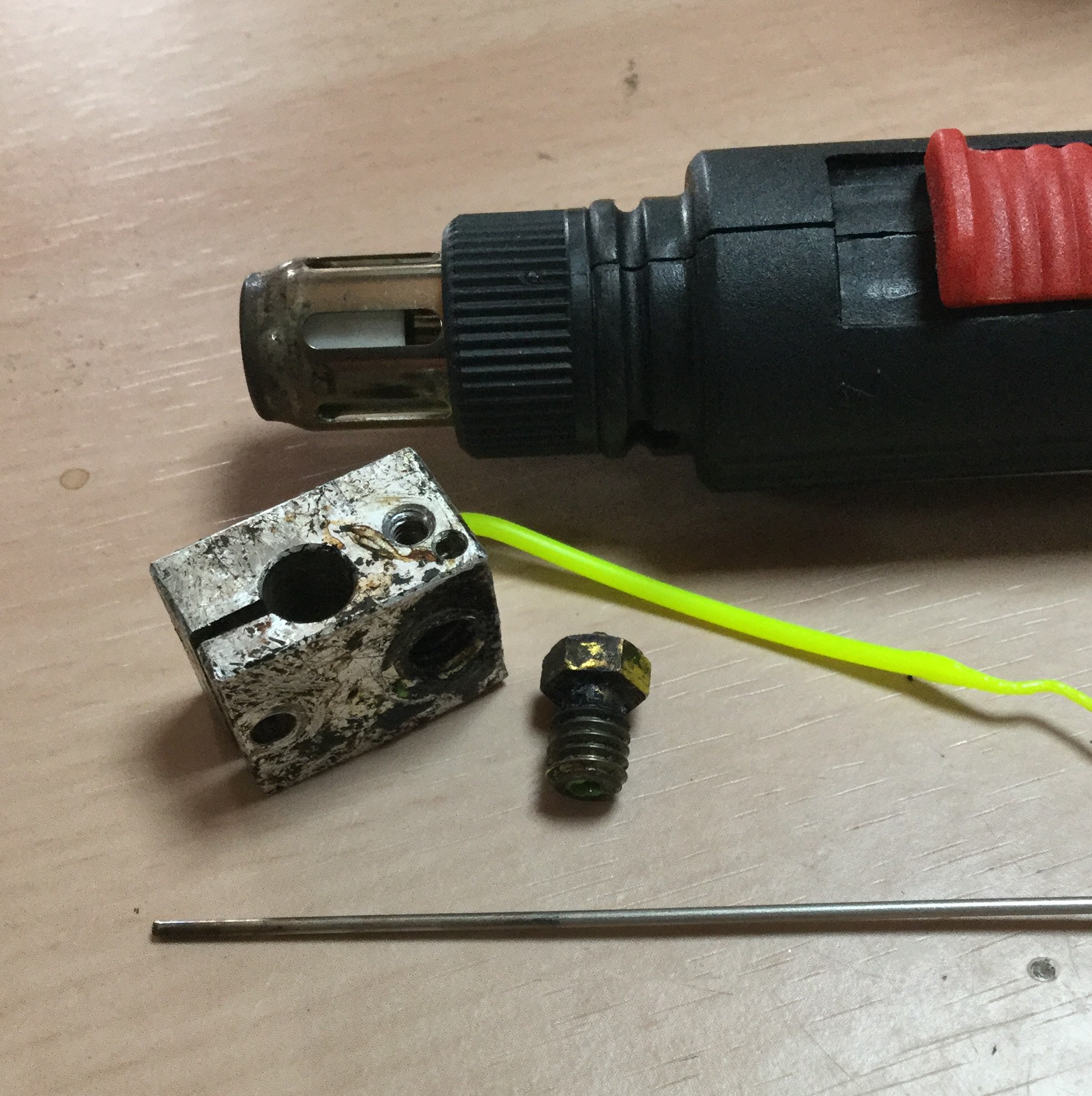
バイスで固定してガストーチ、ライターなどで加熱して膨張ならびに樹脂の溶融を起こしながら行います。加熱した状態が本来の使用状況なので、この状態で、まずノズルを取り付けて締めます。その後にスロートを取り付けます。スロートは放熱フィンを取り付けてフィラメントがホットエンドブロックに届くまでは溶融が起きないように熱的には切り離されています。このためスロート部はくびれていますが、冷えている状態での分解組み立てを行いますとスロート部の切断が発生することがありますのでご注意ください。もしそうなってしまった場合には、ホットエンドブロック側を加熱して残されたスロート部のネジをネジザウルスやラジオペンチなどで回して取り去ってください。

整備に用いる工具は、ガストーチにもなるガスはんだごて。ノズルサイズの”‘7″のレンチ、ノズルにダミーのフィラメントを入れて溶かして押し出すときに使う1.3ミリの半田吸い取りマシン用ノズルクリーナー(たまたまあります。)、スロート部などが破断した場合に使うネジザウルスです。

破断して残されてしまったスロート部のネジ、加熱してから取り去り対応策について学びました。
