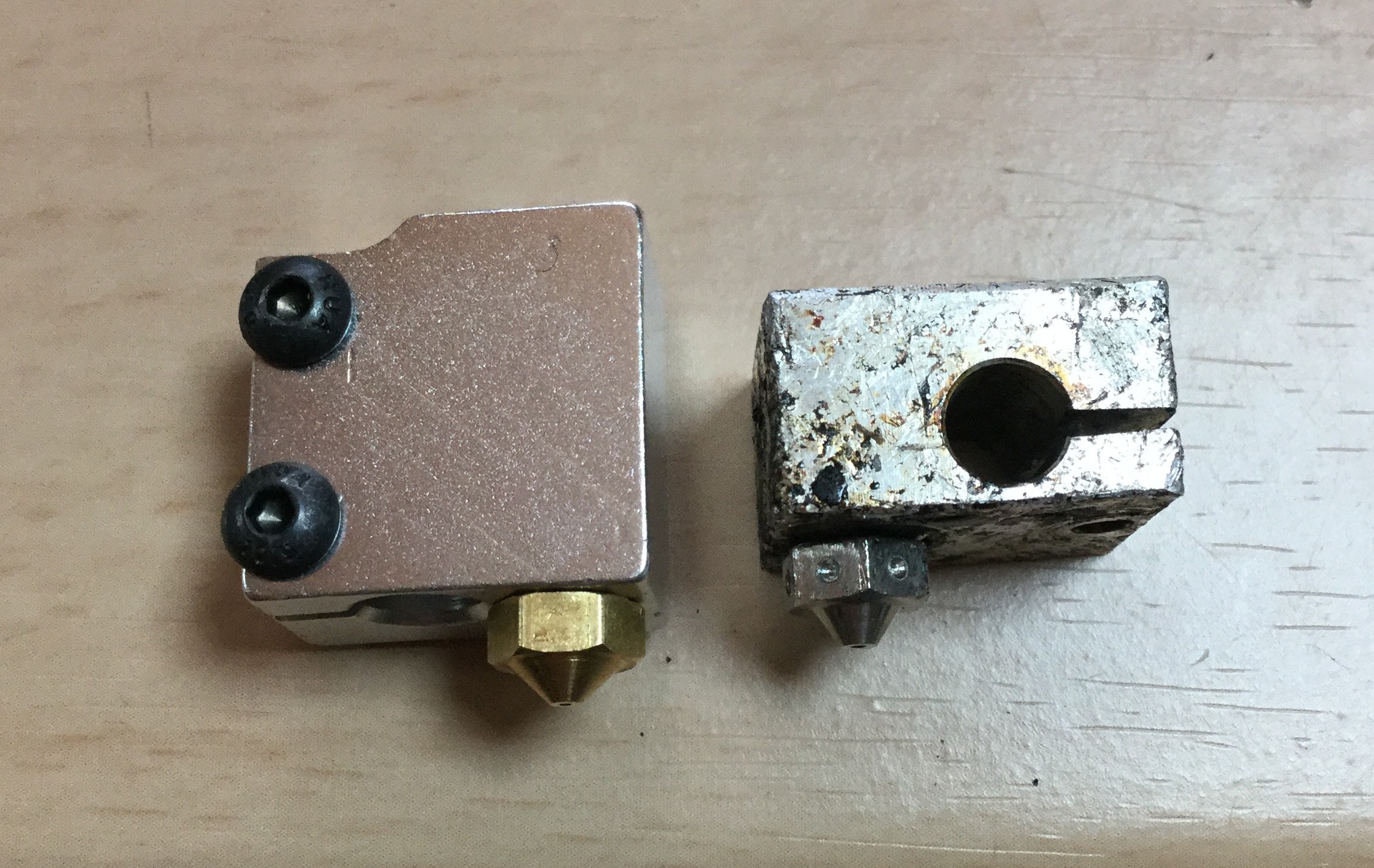
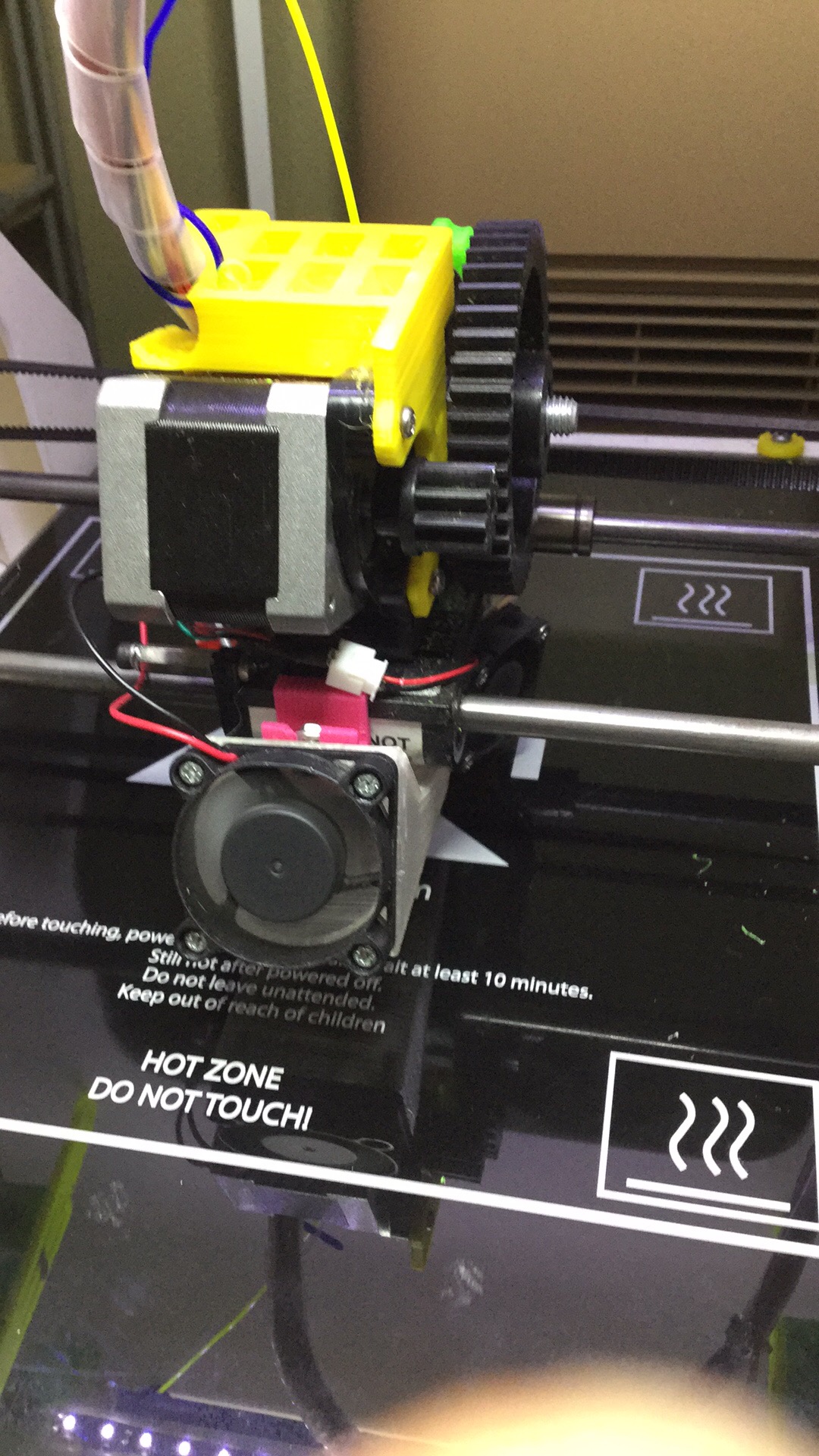
ExtruderのブロックをE3D社のVolcanoに変更した話は報告していた通りだが、Temperature Resetという現象が発生したようだった。実は、この現象は多くみられる現象のようだ。
3Dプリンターの仕組みとしてExtruderブロックの温度測定と加熱制御のループ制御が一つのタスクとしてあり、この過程でサーミスターのクラックなどで欠測した場合にはエラー停止するようになっている。
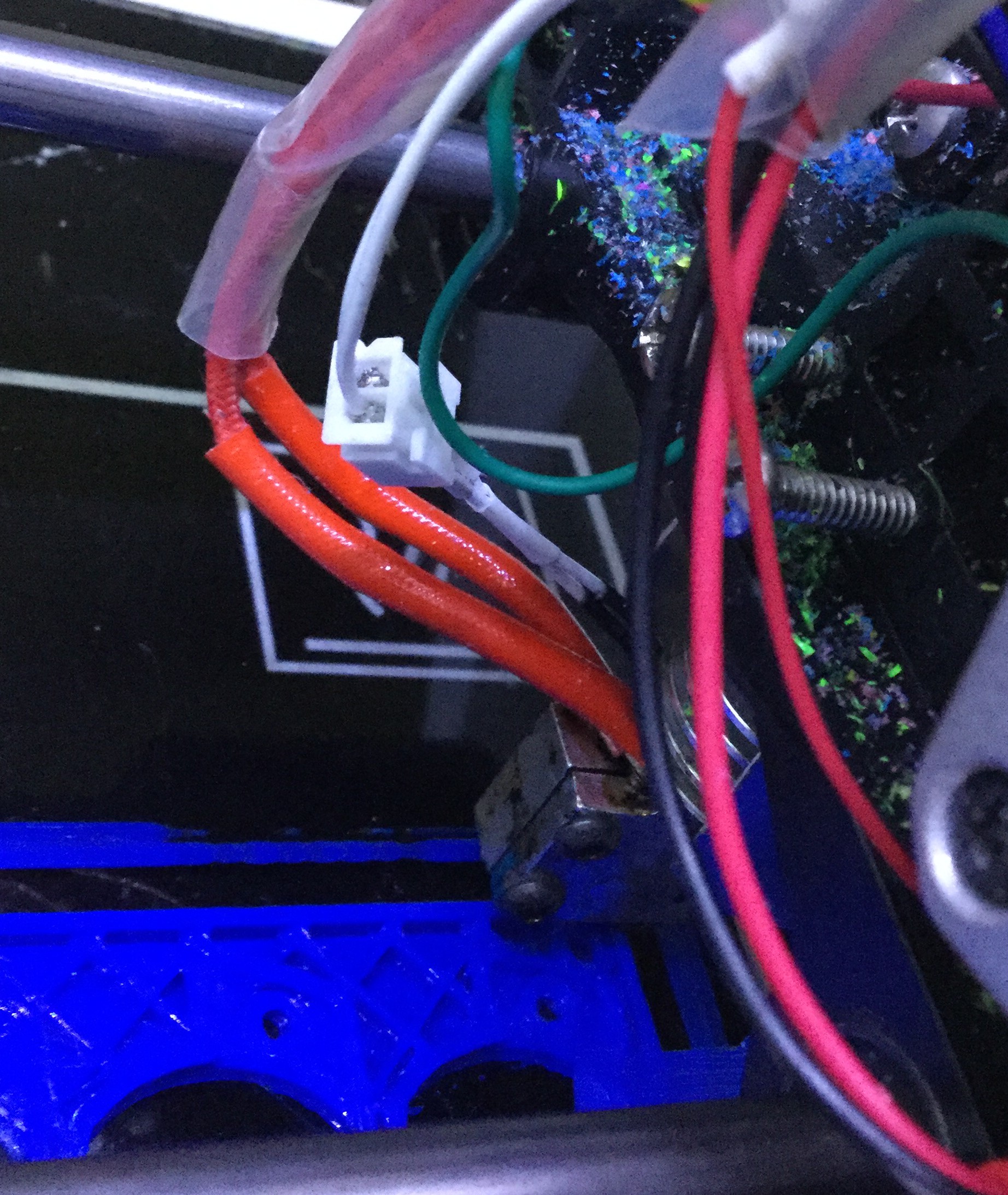
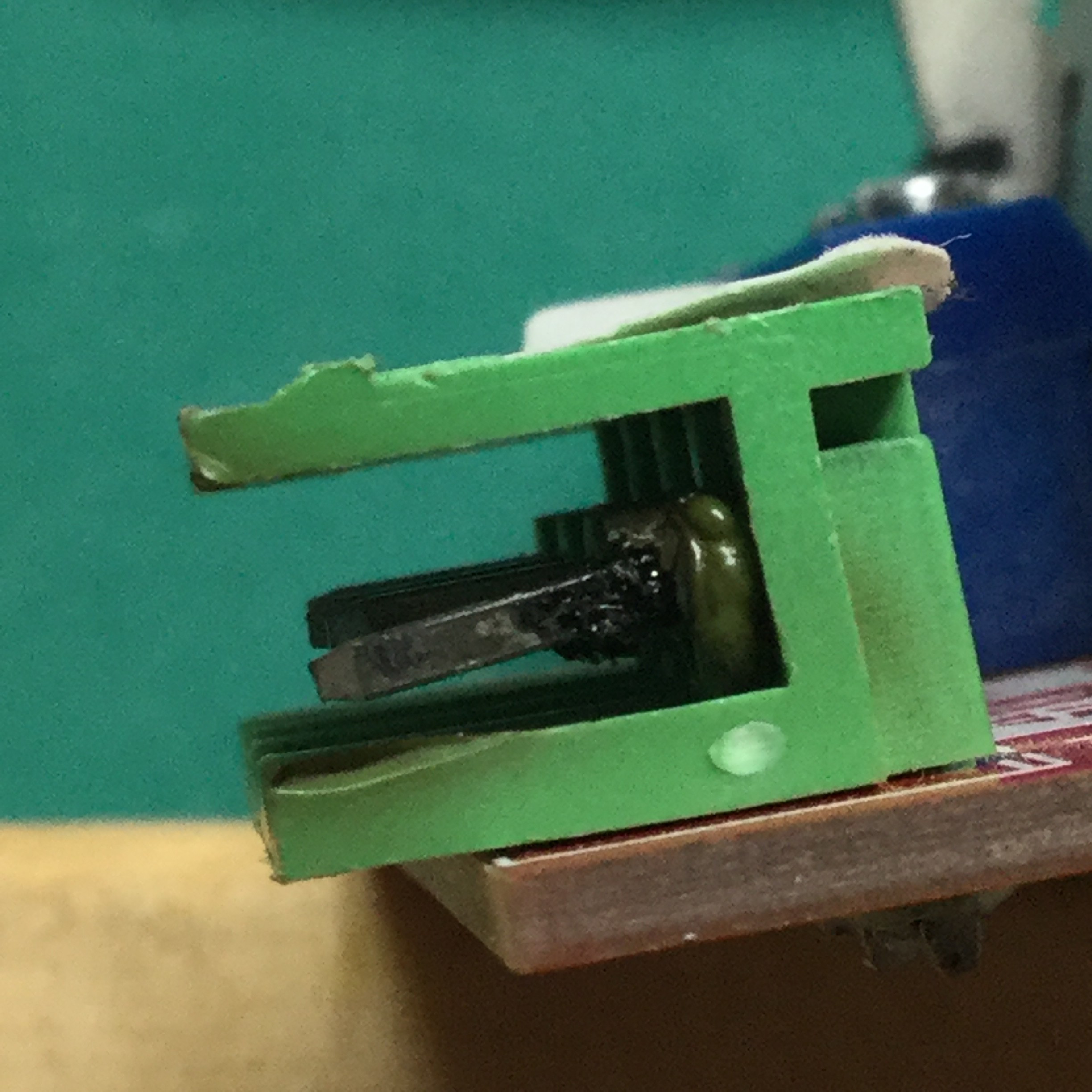
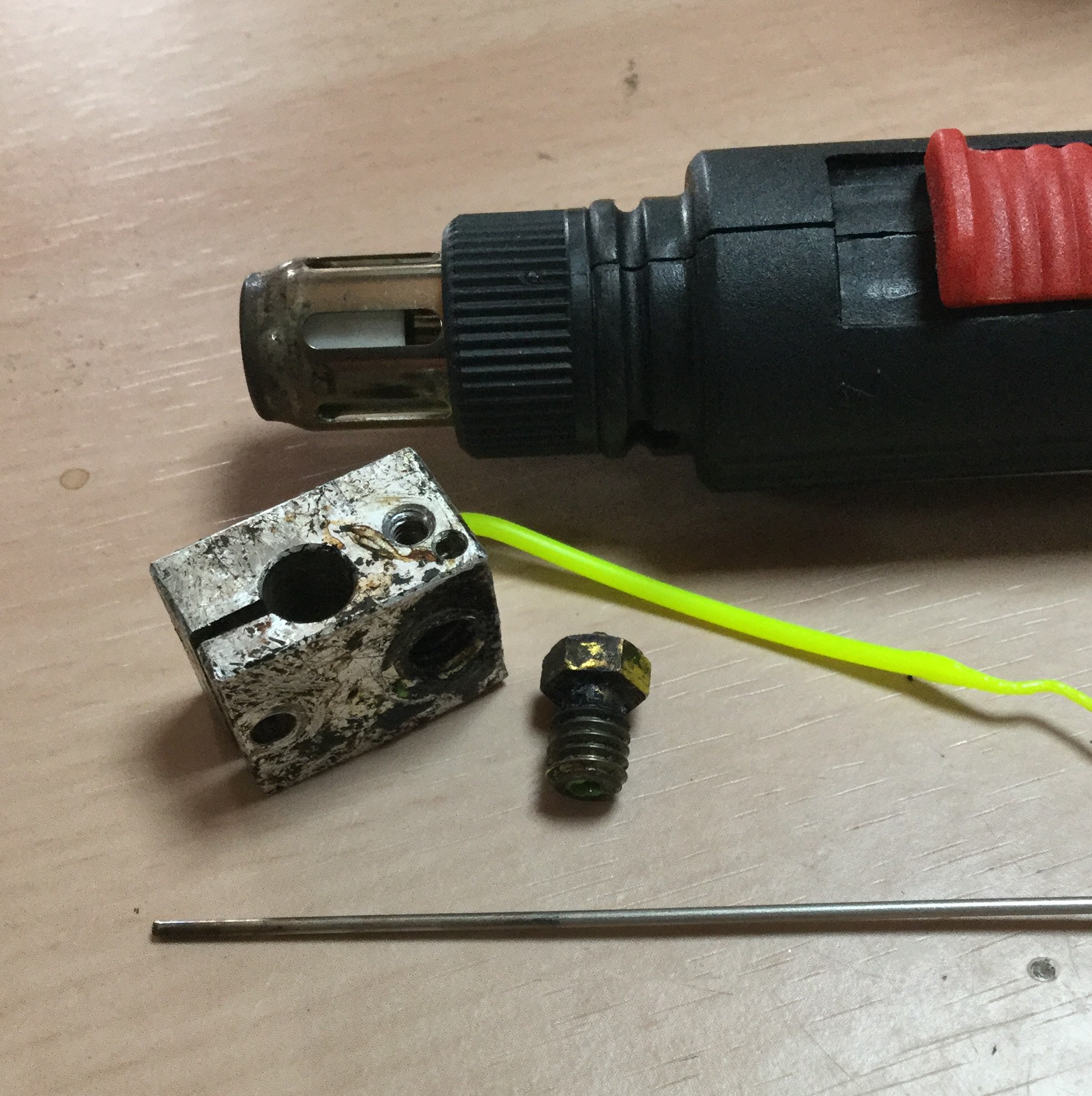
見た目にはわからないものの外してみたところ確かにクラックが生じていたようだ。
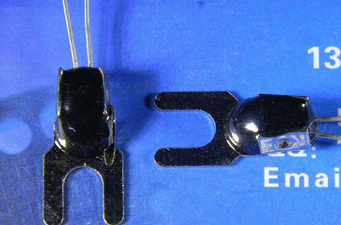
写真を撮りそこなったので、新品の状況を示します。中央の留めビスの下に丸穴が彫られていて、そこにサーミスターを差込み、ワッシャをかまして留めビスで固定するという形です。固定する際に回転軸のストレスがかかるのは確かなので解決策が必要かと思われましたが、すでに固定金具つきのサーミスターが出ているようです。

中華サイトで販売していのをオーダーはしました。下記のようなものです。
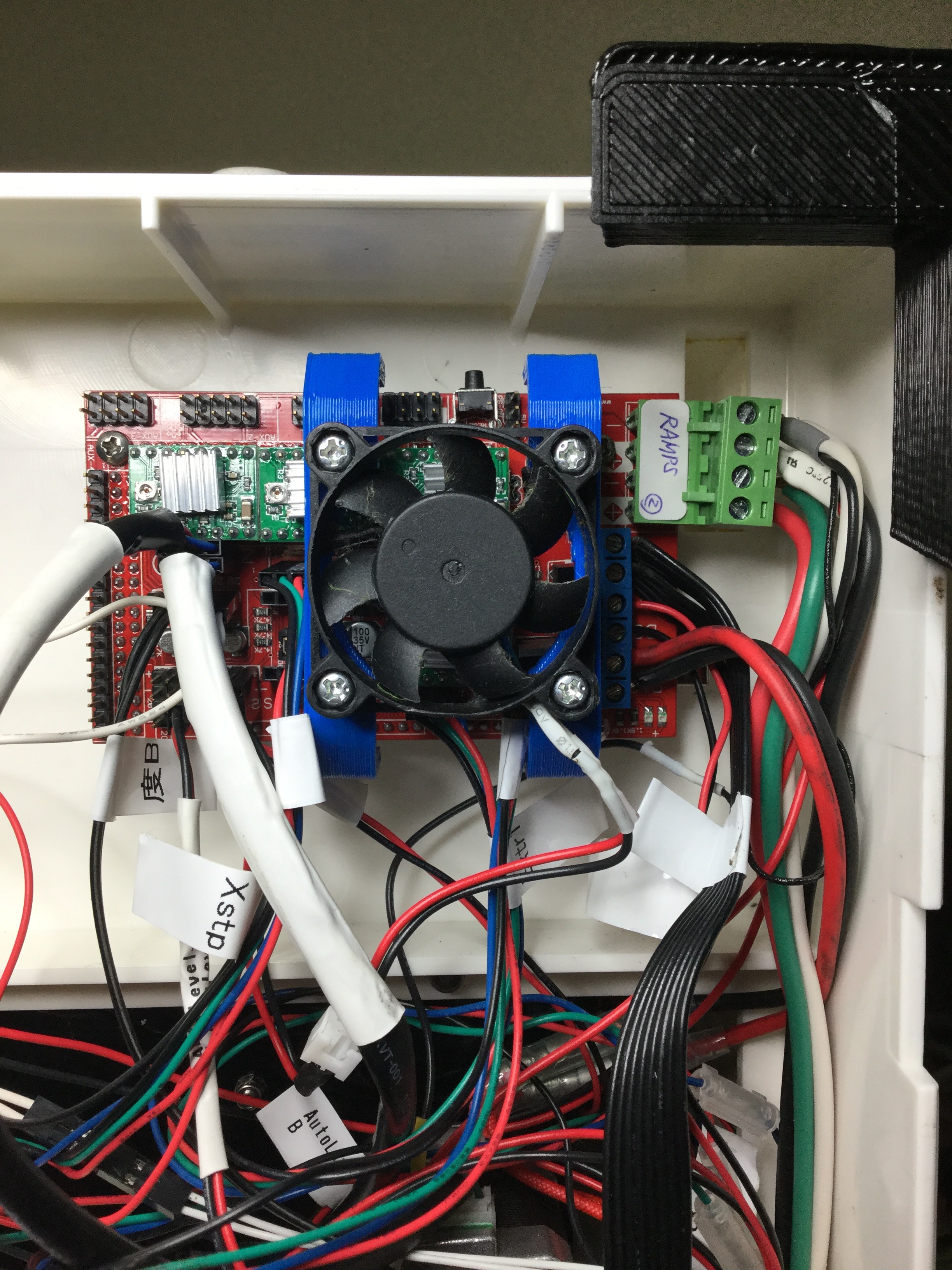
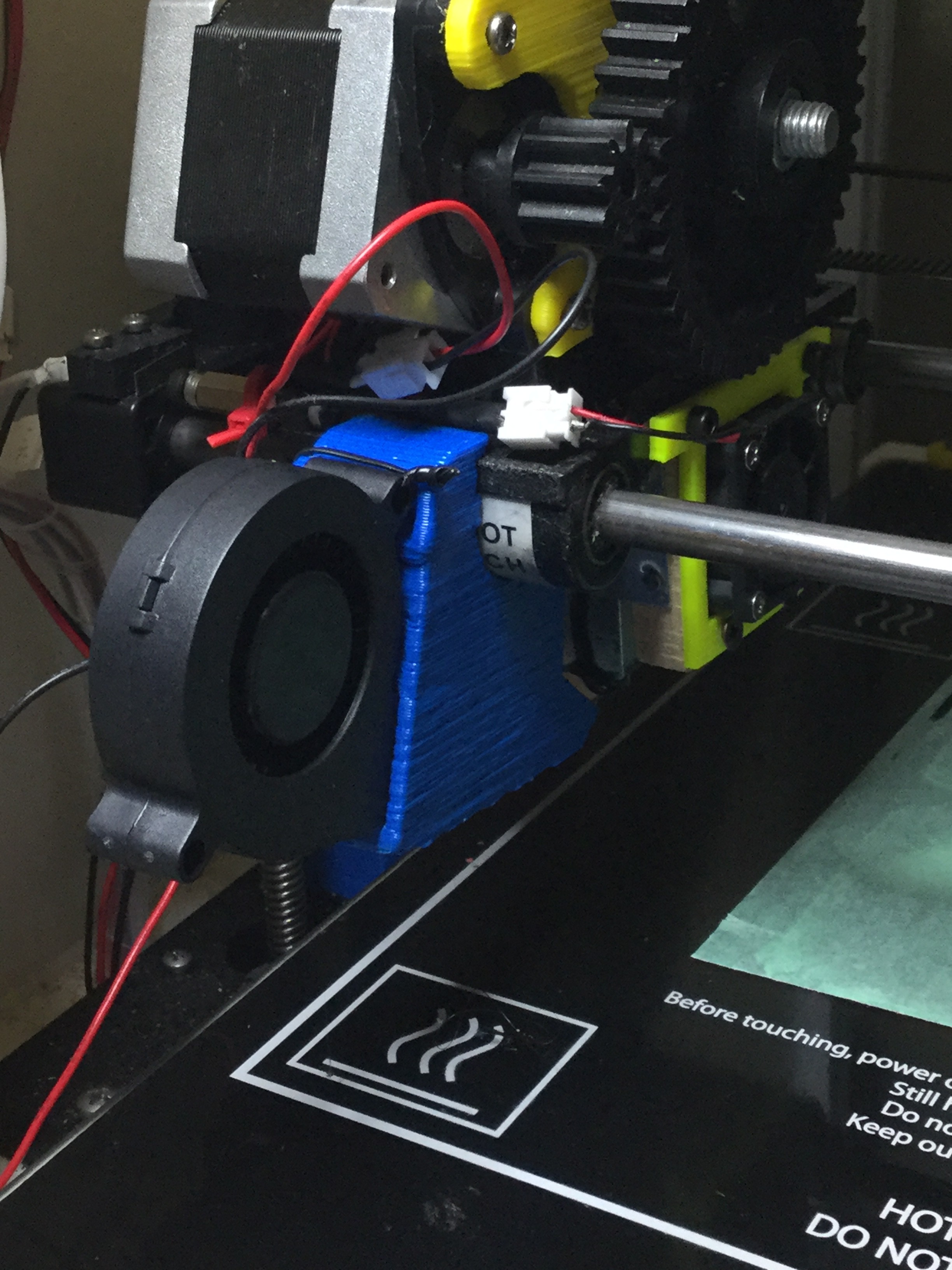
とりあえず、サーミスター交換用にコネクター接続にしておいた。ロック付きのコネクターにしたのはいうまでもない。