知り合いの方に相談を受けて、コーヒーの引いた豆の分包作業を簡易化したいという話について電子工作で出来ることを実験することにした。
金魚の餌やりのような話を持ち込んできた小学生や、イノシシの罠への餌のフィードをしたいという高専生などのことは以前にもあり、イノシシの餌では螺旋フィーダーを3D設計したりすることはあった。引いた豆のフィーダーでは計量もしなければならないのと200g程度の豆を挽いて10グラム程度を精度よく計測しつつ分包作業を支援するというものらしい。無論立派な分包機などは薬局やら規模の大きい珈琲焙煎事業者向けのものはお高いものがあるらしい。
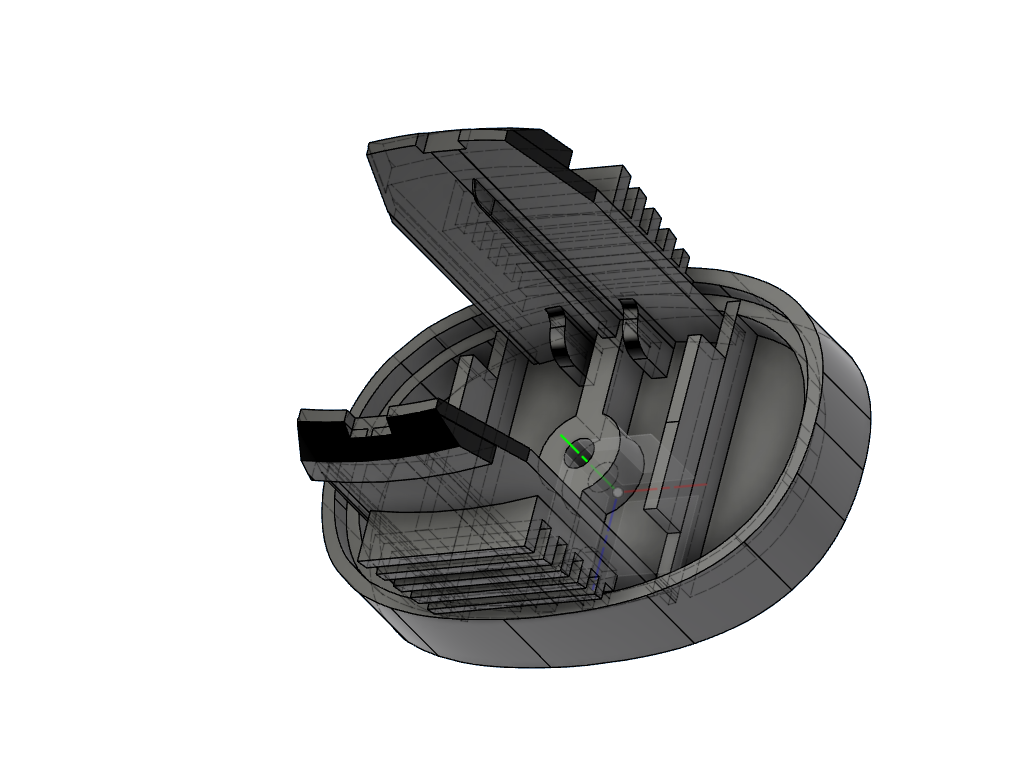
フィードと計量という観点でいえばロードセルを使ってコンマ1グラム程度の精度で計測することは可能だと思われる。フィーダーとして螺旋スクリューでは清掃の課題やらコンタミネーションなどが課題とも思われスッキリとしたフィーダーが良いのかと思える。
プロ用の機器を調べてみるとスクリューと並立して振動フィーダーを用いている事例もあるようだ。小規模なものを実験で試してみるのには振動方式が良いのかとも思いつつ、振動方式で重量計測方向への振動がかかるようでは本末転倒にもなりそうだ。無論フィードバックを振動印加、停止、重量測定・・をくりかえすとか、重量測定を移動平均取りつつ求めていくといったこともありそうだ。ちなみに振動周波数は120~180Hzとのことなので振動実験で実際にフィードが果たせるのかどうかの実験が先なのだ。
0.1グラムの精度で図るということと振動でのそれとの間には大きなギャップがあるのは承知している。いったんカップで計量してフィーダーとの振動問題を先送りにするのもありだろう。
いずれにしても計量カップでの作業を自動化進めようとすると静置したカップに計量しつつフィードして停めるというのが最も確実な法式といえる。
しかしながら、珈琲焙煎をしてまとめて封入したいという人にとってボタン操作をしたら、計量された粉が払い出されるという形を求めるのも確かだ。計量機構と払い出し機構のメカニズムの配線引き回しも影響しそうだ。少しずつ実験をしていこう。