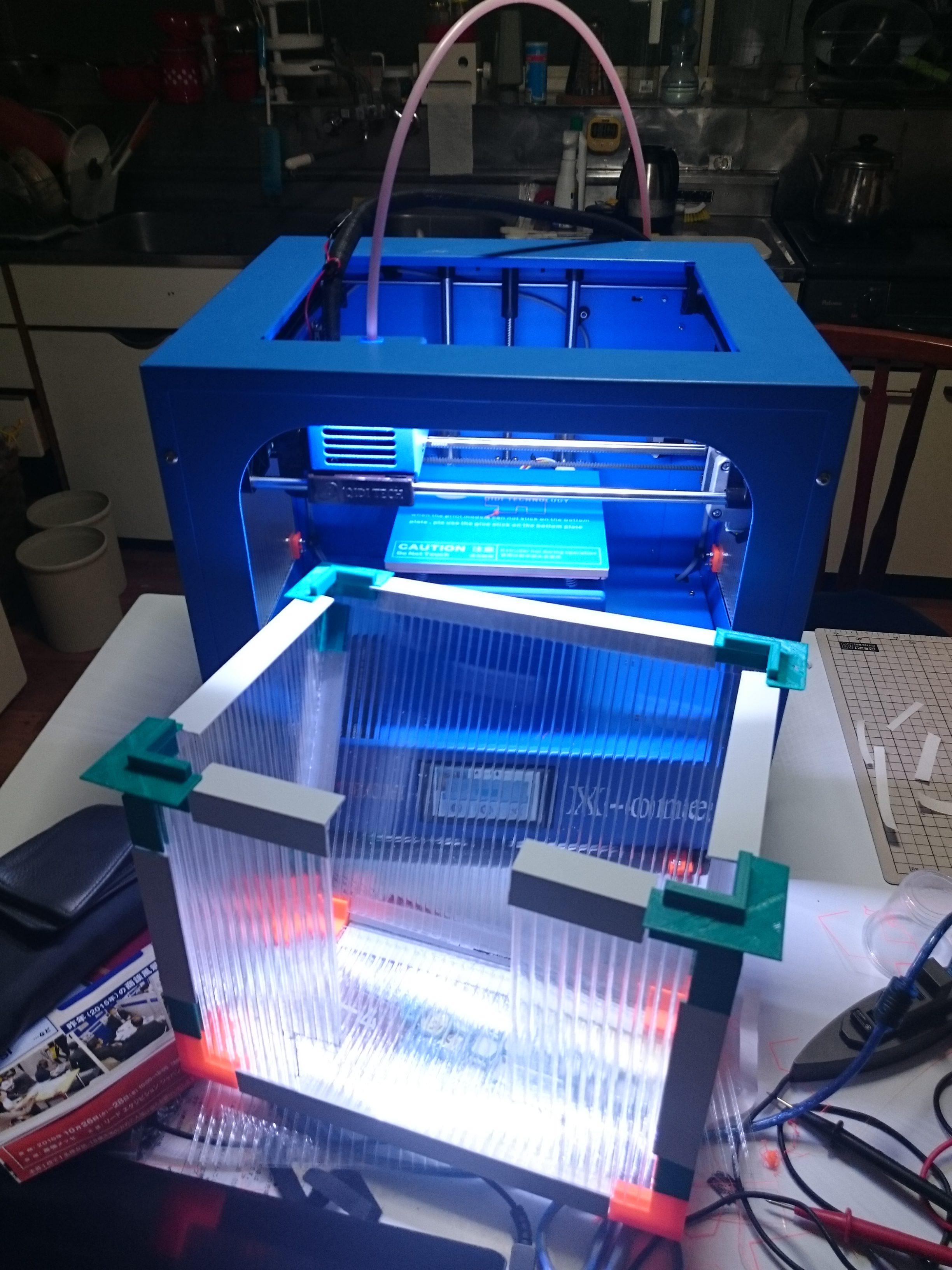
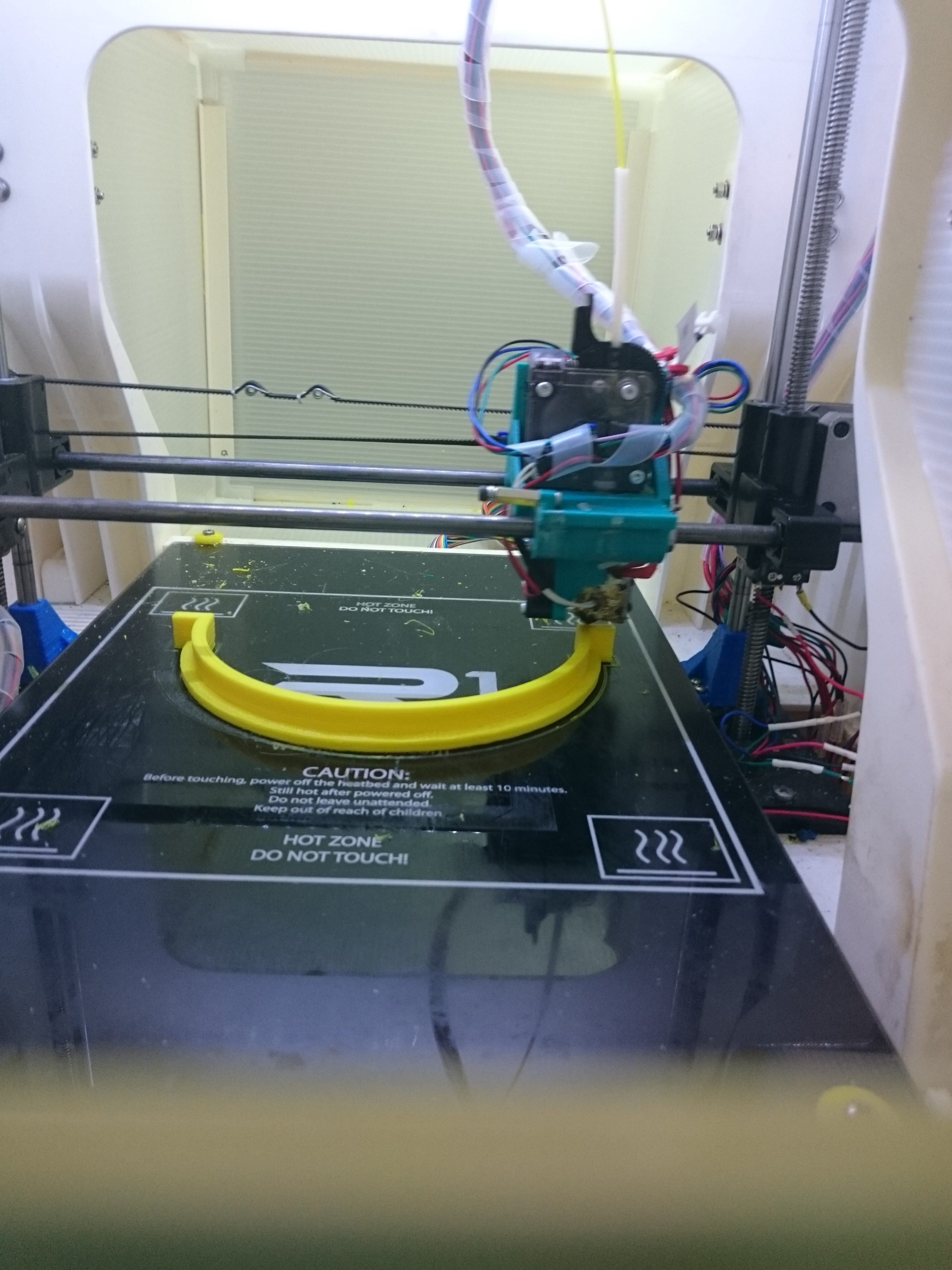
小型ローコストモデルとして導入したQIDITECH社のX-ONEプリンターだったが、保温カバーなどの部品を作成して整備が完了した後に問題が発生した。
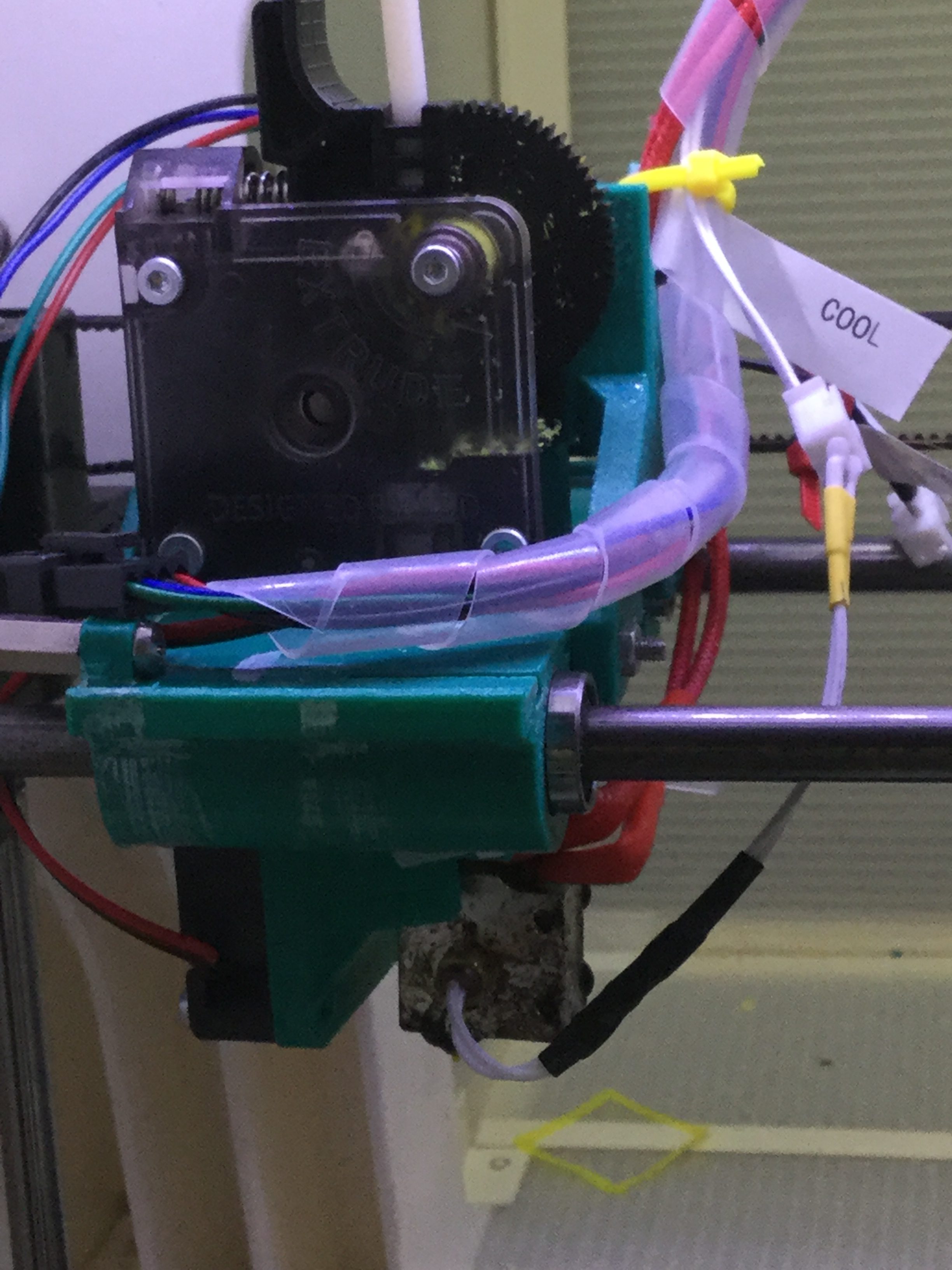
X軸の動作が振動を繰り返して動かなくなったのだ、問題の切り分けでモーターの付け替えなどを行い負荷の軽いモーターでは動くような状況でもあったのでモータードライバーが逝ってしまわれたかと思われたが、あいにくとこのX-ONEプリンターでは制御基板が新規開発となっていてモータードライバーがユニットではなくて直接実装となっていて交換不能なのである。
現象をビデオにとりQIDITECH社のサポートとやり取りしたところX軸のケーブル不良だと思われるということだった。切り分け段階でケーブルの導通検査はしなかったので小さいモーターで動いた条件が切れかかりのケーブルが使える状況だったのかもしれなかったのだが・・・
週末作業がいったん切れたので持ち越しとなり、ケーブル送付をしたので確認してほしいといわれたものの、ケーブルの確認をしてと�断線がなければ、その報告をすることにした。
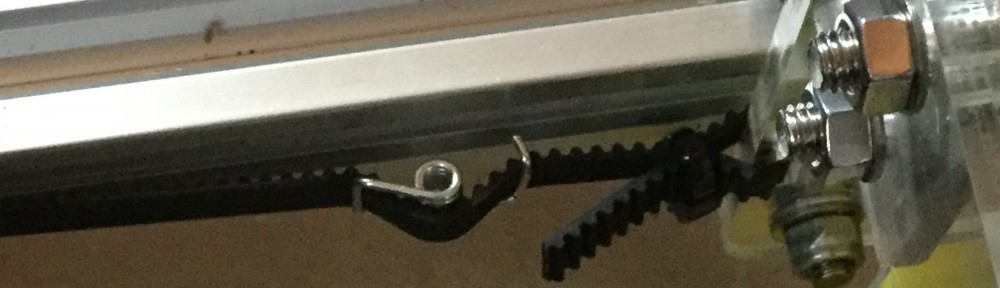
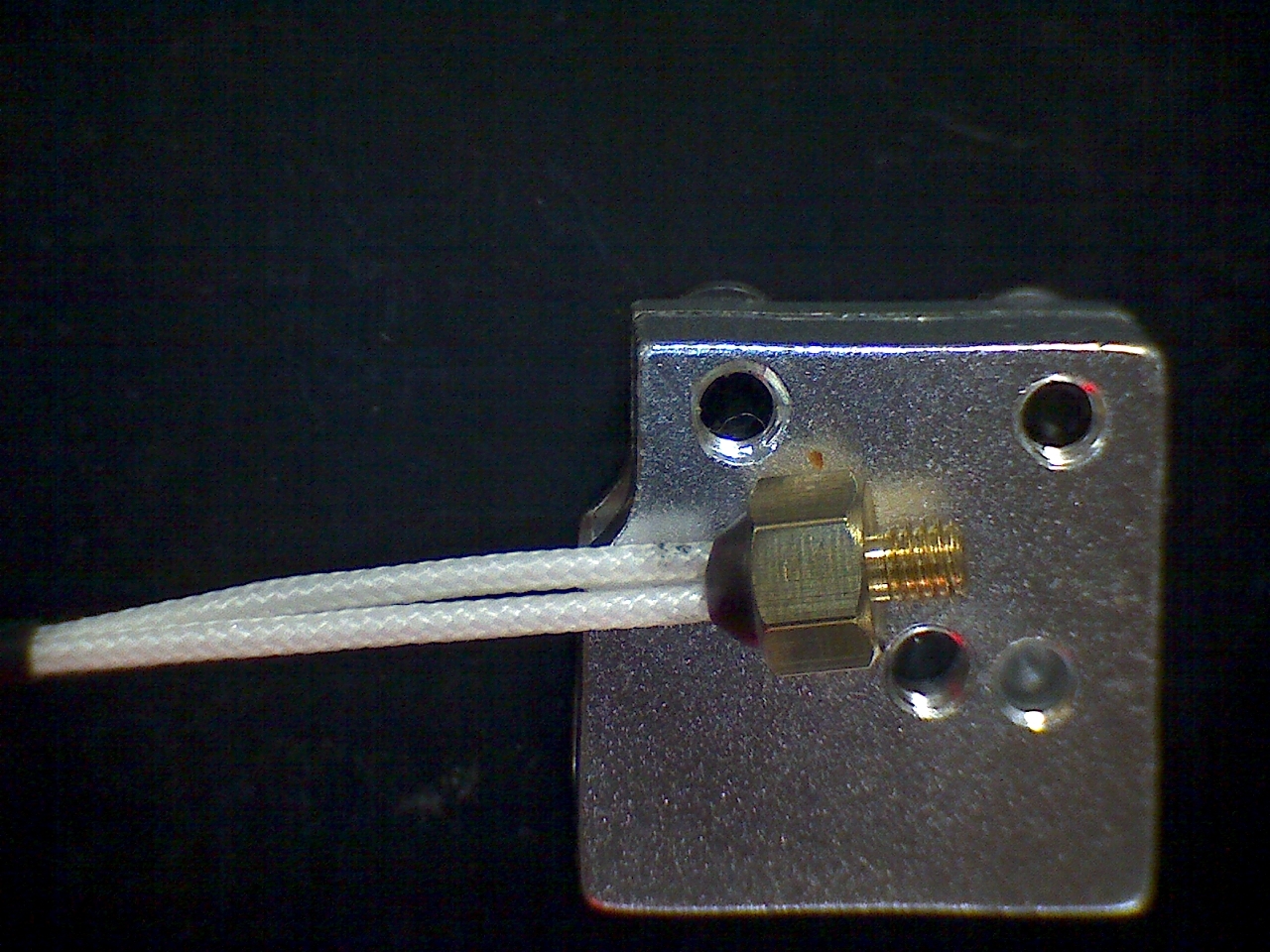
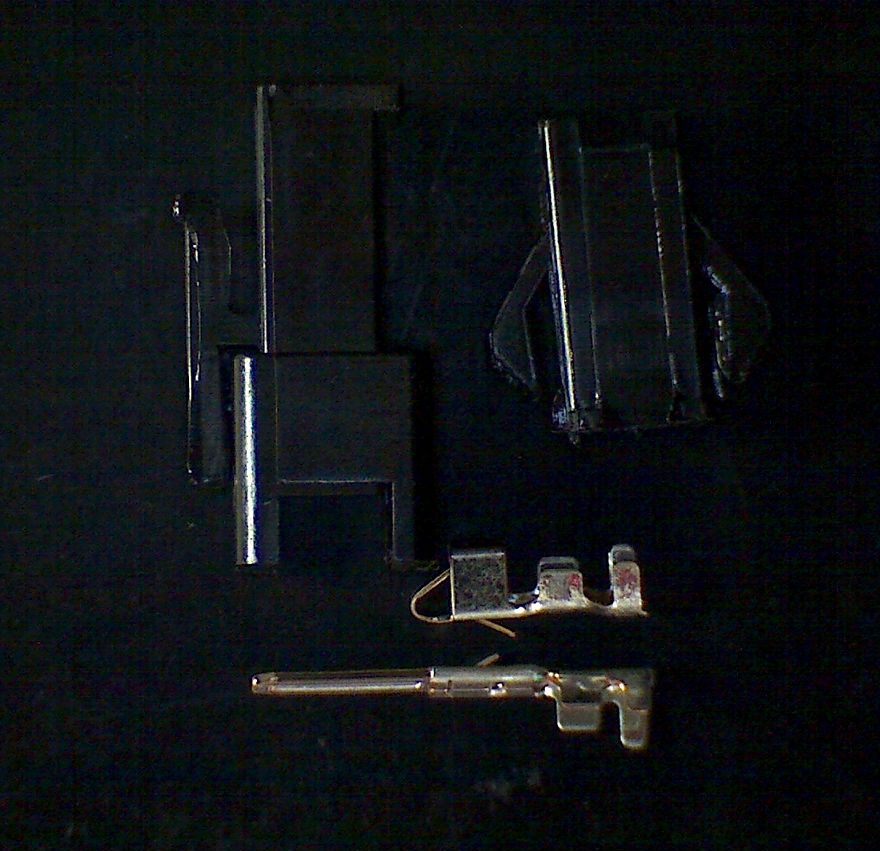
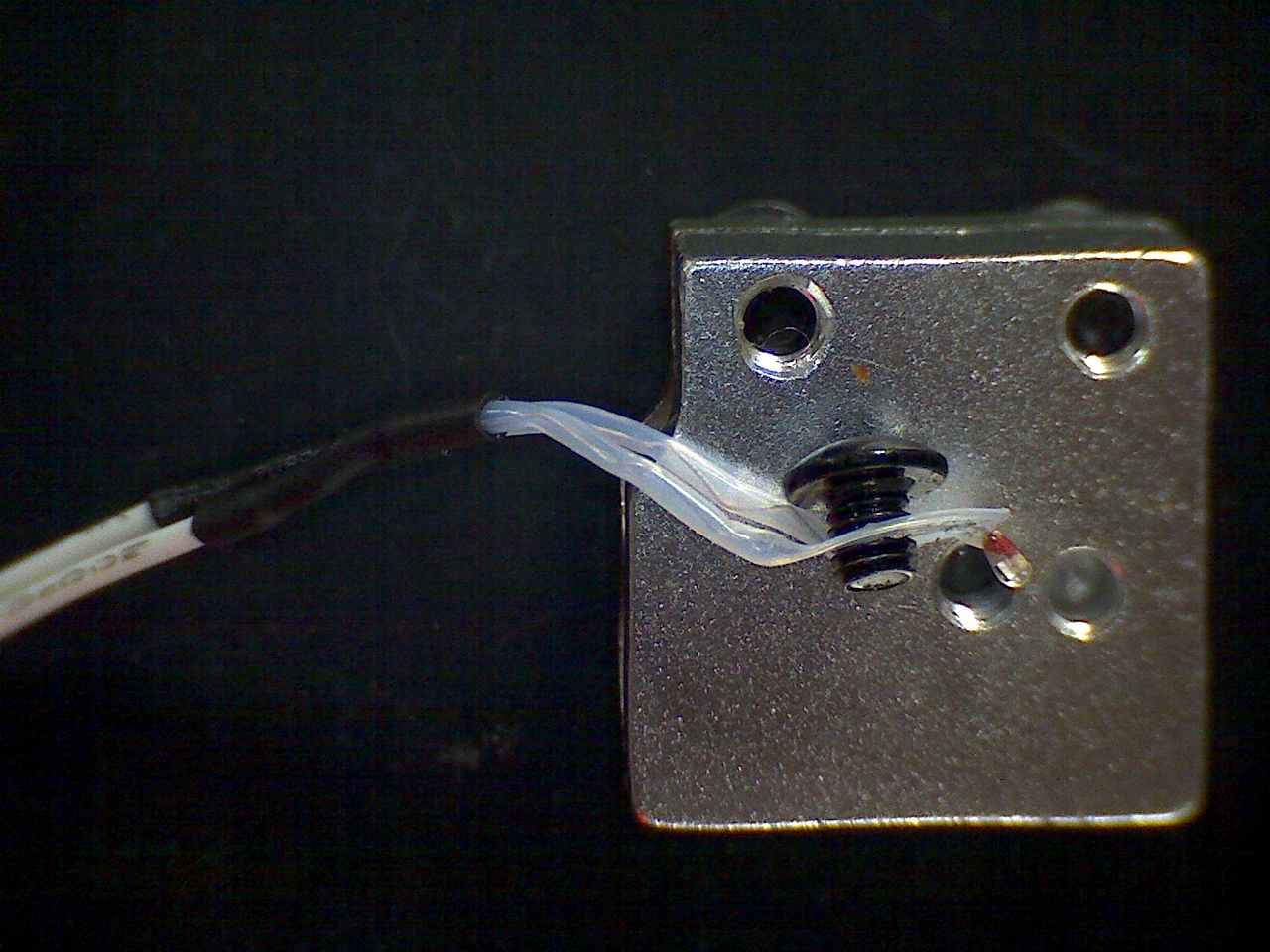
 これが問題のケーブルでモーター側にPHコネクターの6極と、基板側にXHコネクターの4極となっていて、どちらも組み込みの里の在庫品だったので基板側コネクタと嵌合させて導通試験をしたところ確かに4線のうち一本が断線していた。
これが問題のケーブルでモーター側にPHコネクターの6極と、基板側にXHコネクターの4極となっていて、どちらも組み込みの里の在庫品だったので基板側コネクタと嵌合させて導通試験をしたところ確かに4線のうち一本が断線していた。
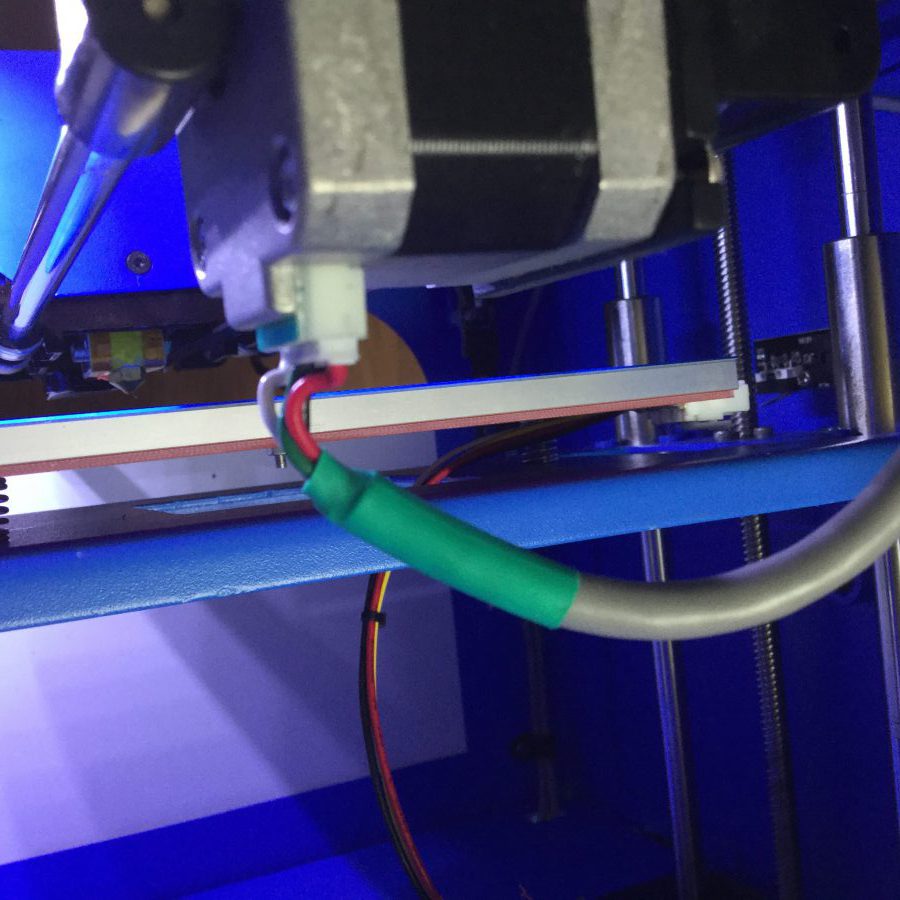
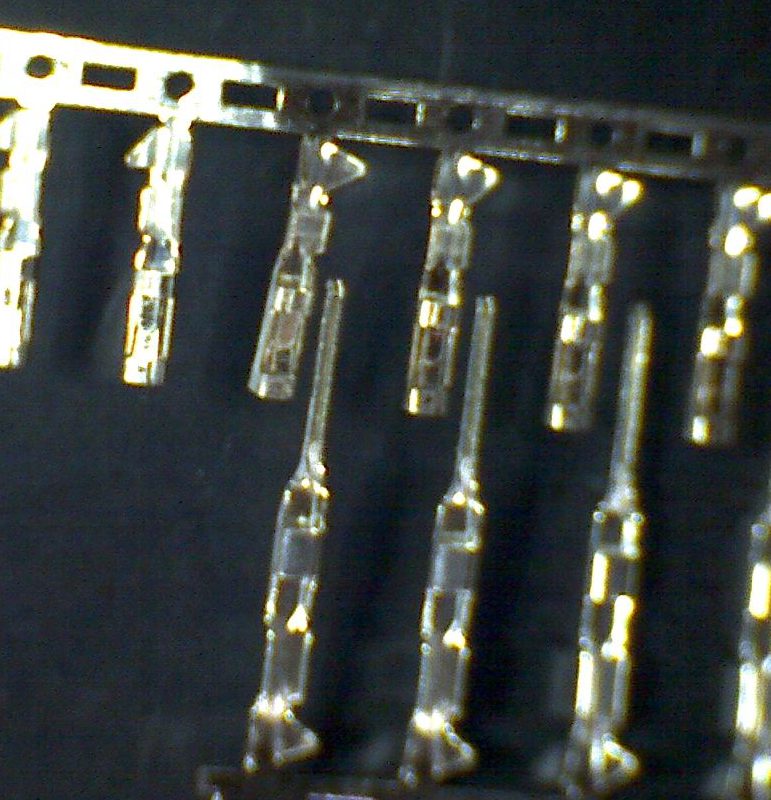
四芯のシールド線の在庫もあったので、同じ長さのケーブルを用意してXHとPHの圧着端子をつけた。この作業には、SN-01Bの圧着工具がどちらにも対応できた。
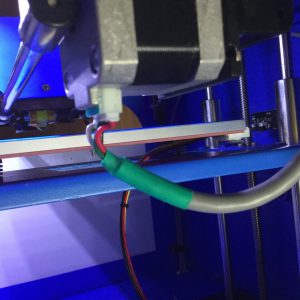
シールドは不要なので熱収縮チューブで末端処理して交換した。メーカーからの交換パーツが来るまでの代用品です。
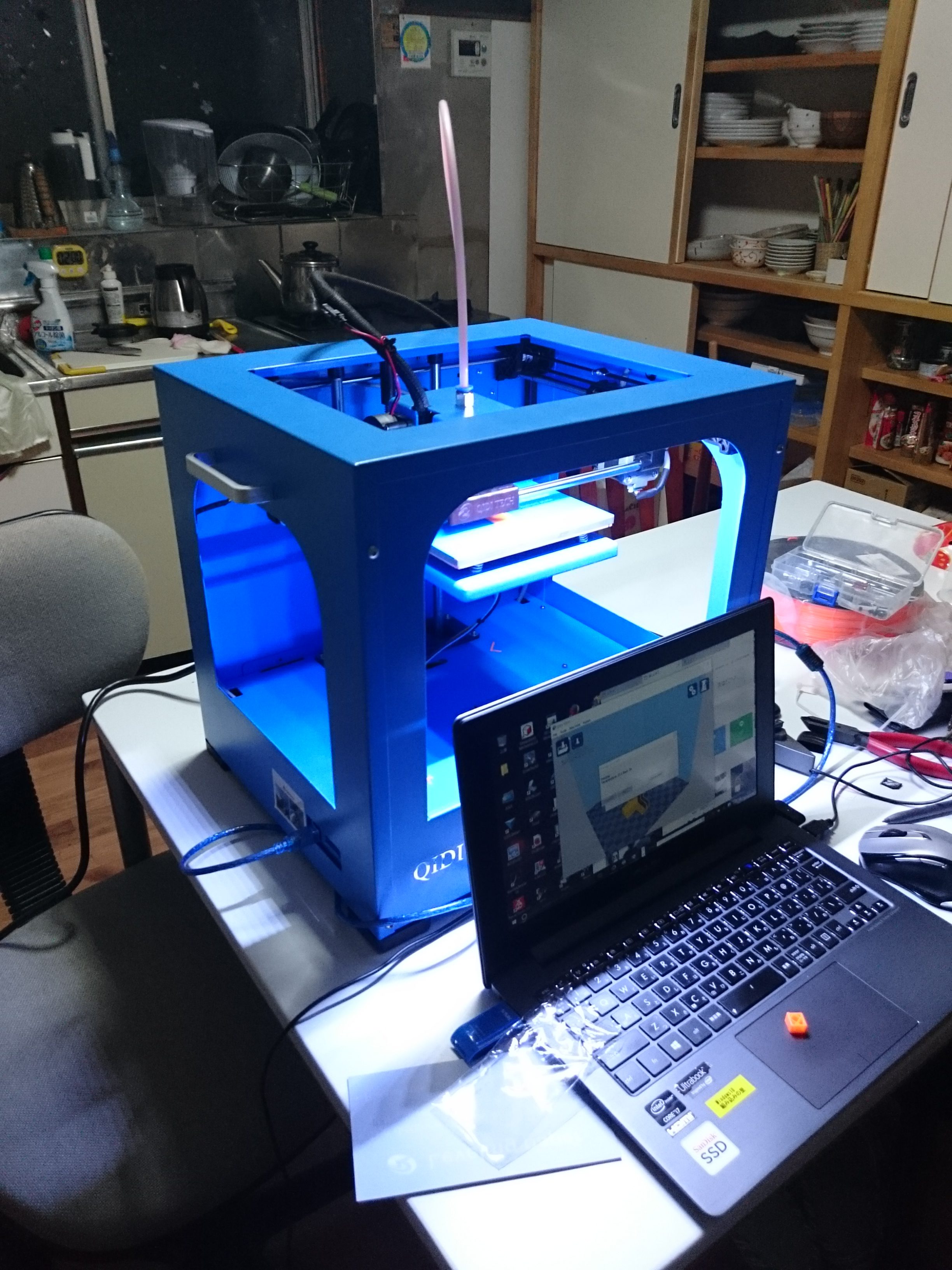
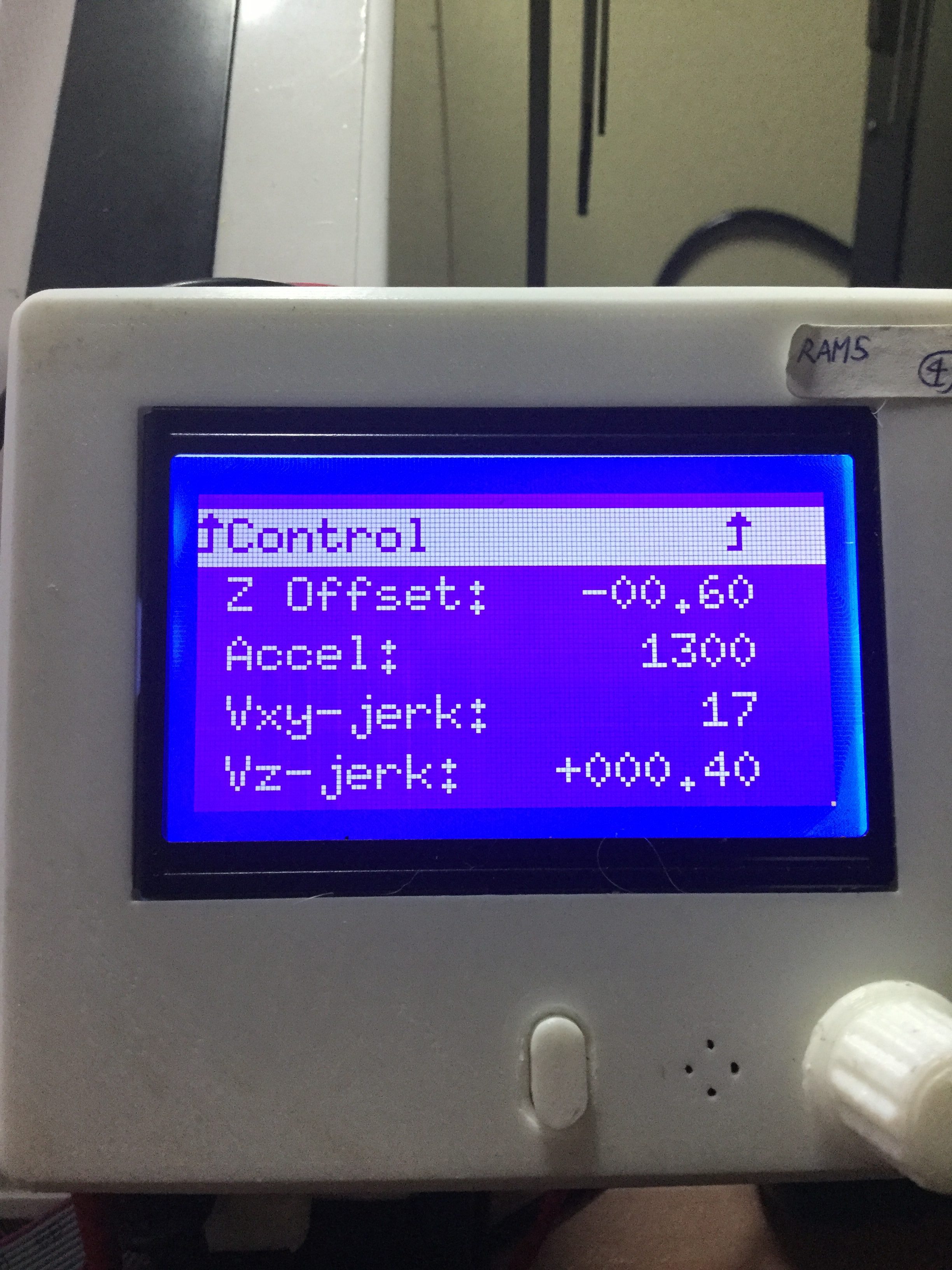
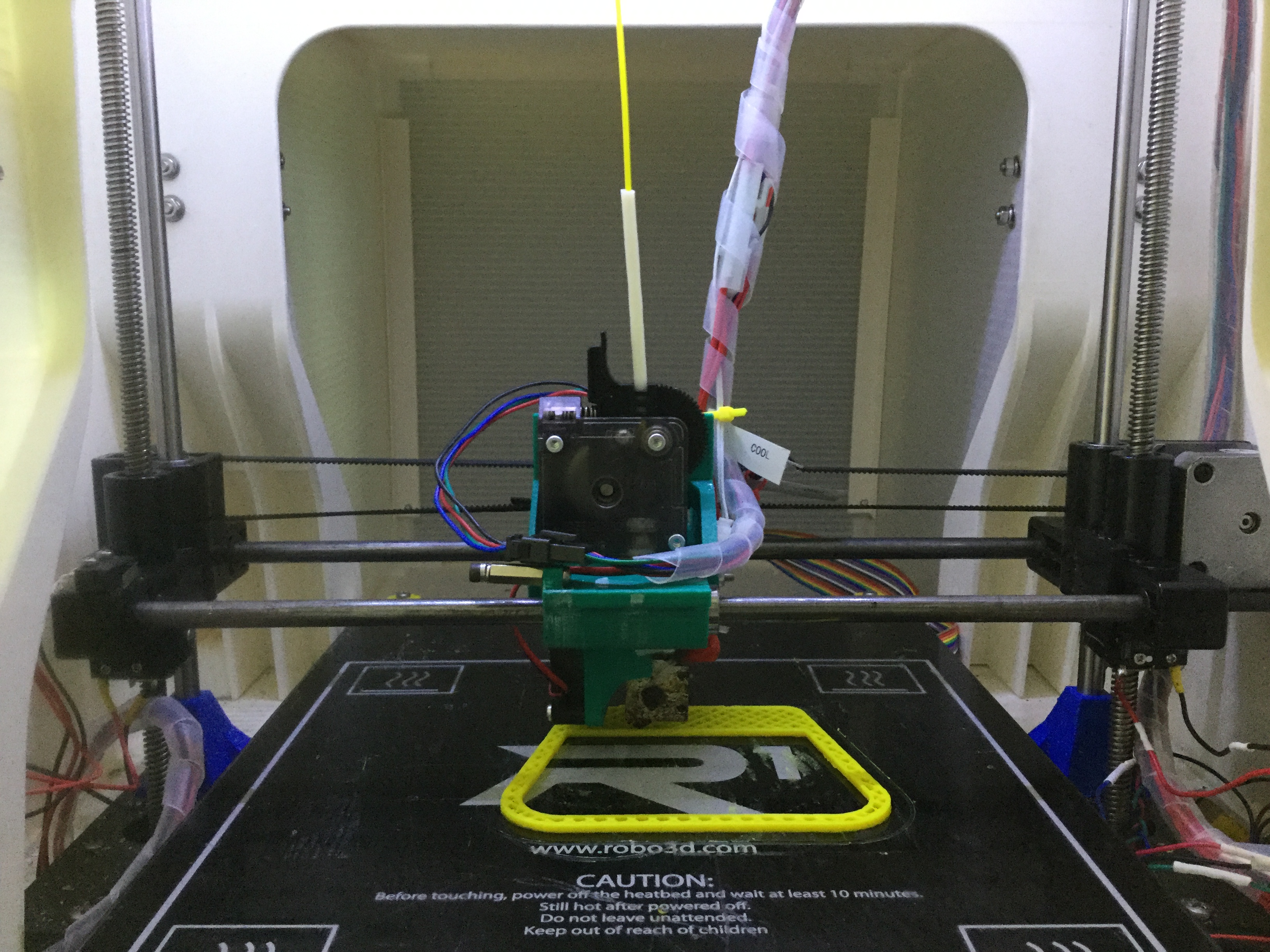
モーターの動作が確認できて振動問題はなくなったのだが、ドライバーの出力調整は必要だったのでマニュアルモードでX軸の動作をさせつつレベル調整を行い動作修復を達成した。
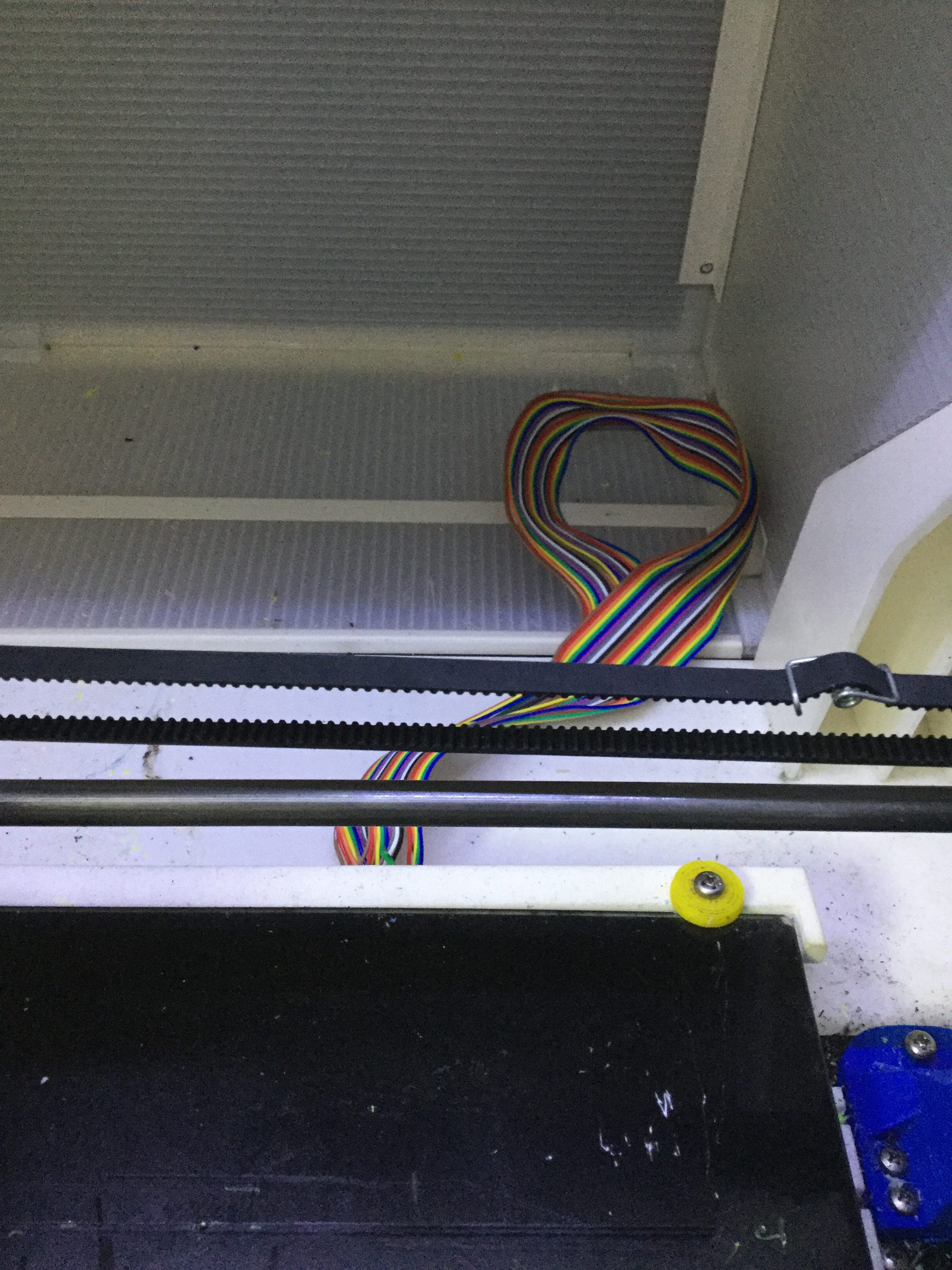
3Dプリンターでのケーブル配線は移動に伴い撓みと伸長が発生するので線材の材質やコネクターの圧着状態なども問題となるようだ。ドライバー故障以外の故障モードを学ぶことが出来たのは収穫だった。
予備品のプリンターについても考えたが、実際はモーターの出力を抑えた設計をした場合にはモータードライバーがユニットになっていなくても問題ないのかもしれない。
ちなみに上位モデルのコントローラではモジュールとなっているので、このエントリーモデルはコストダウンと性能追及を両面から図っているようにみえる。Amazonジャパンにも在庫して出荷する体制をとっているのも彼らの戦略のようだ。
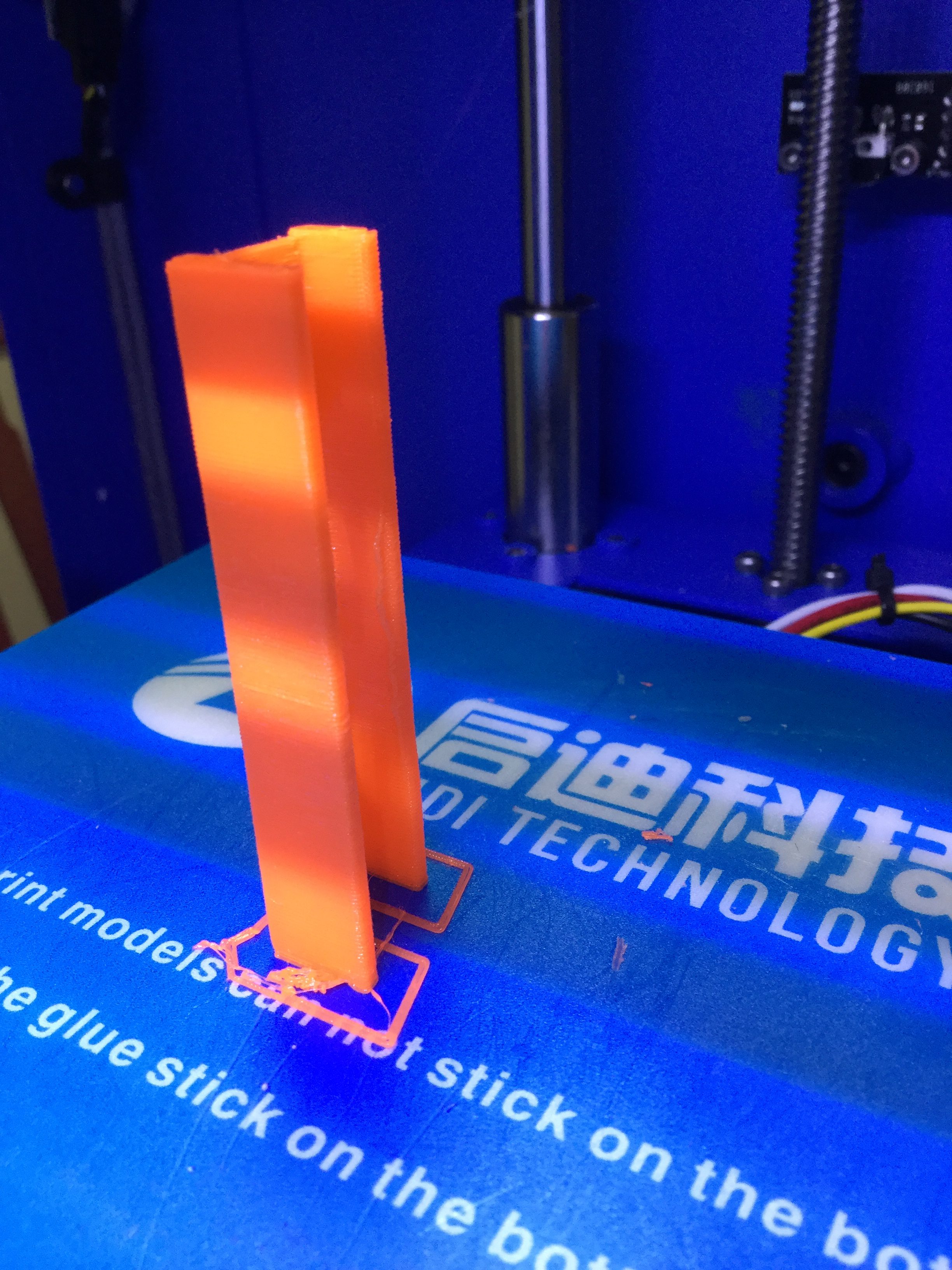
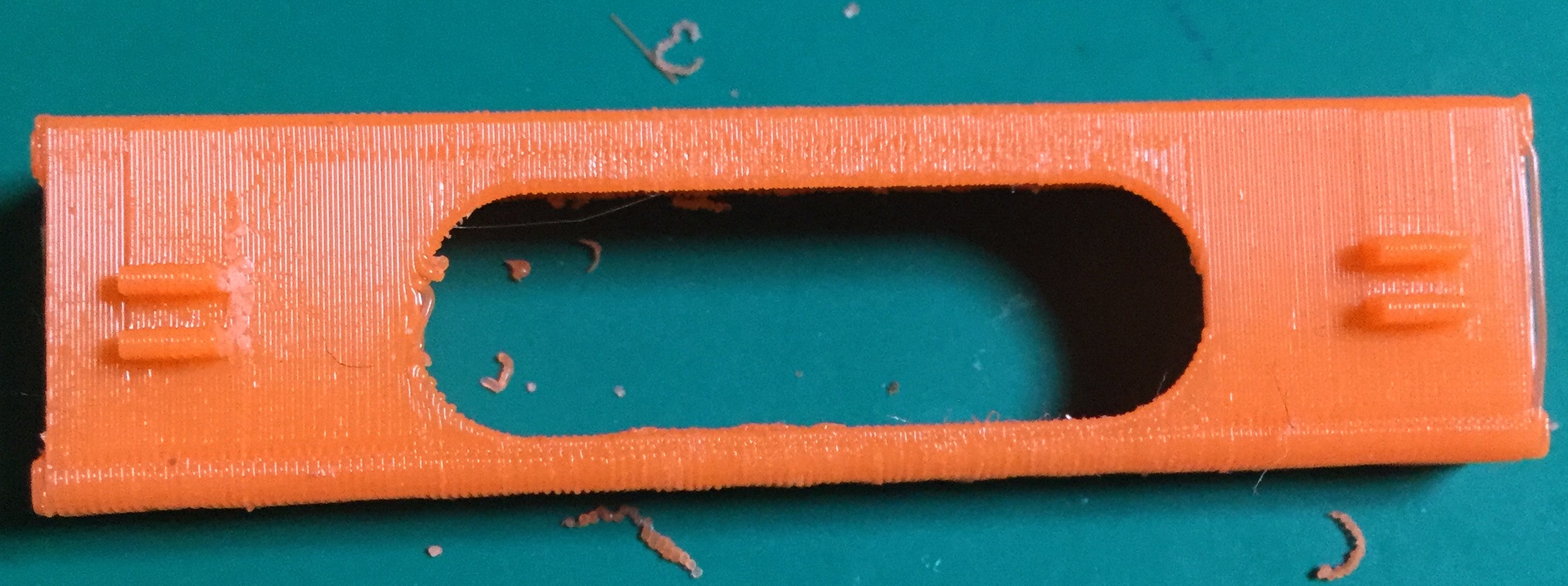
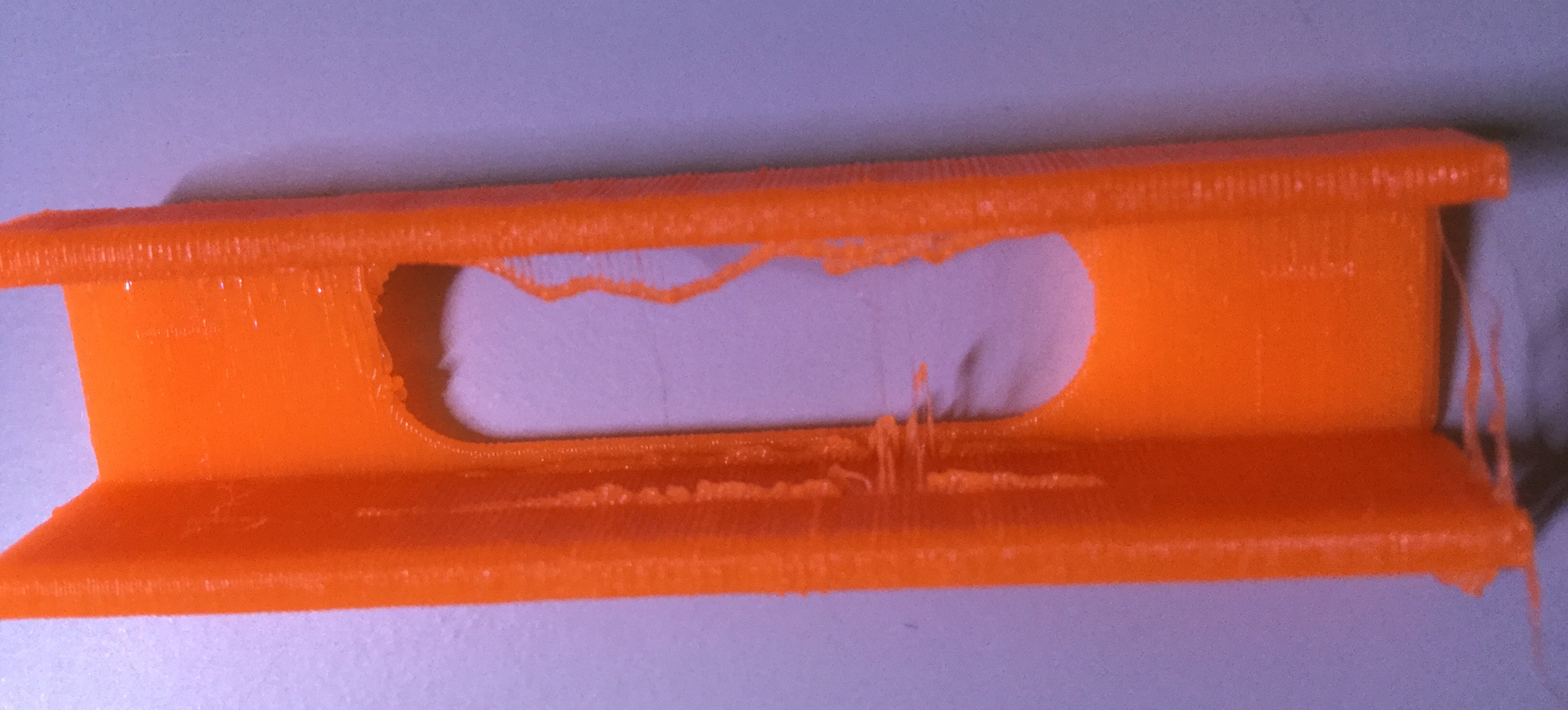
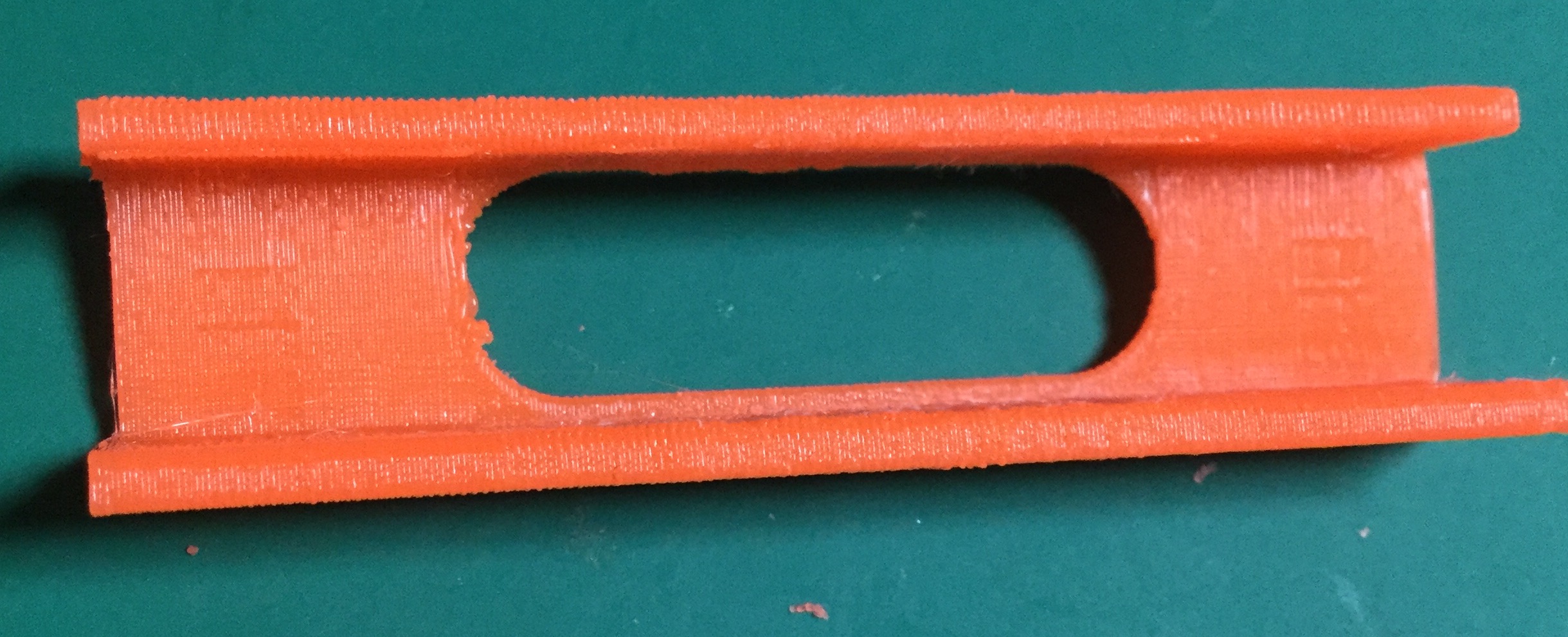
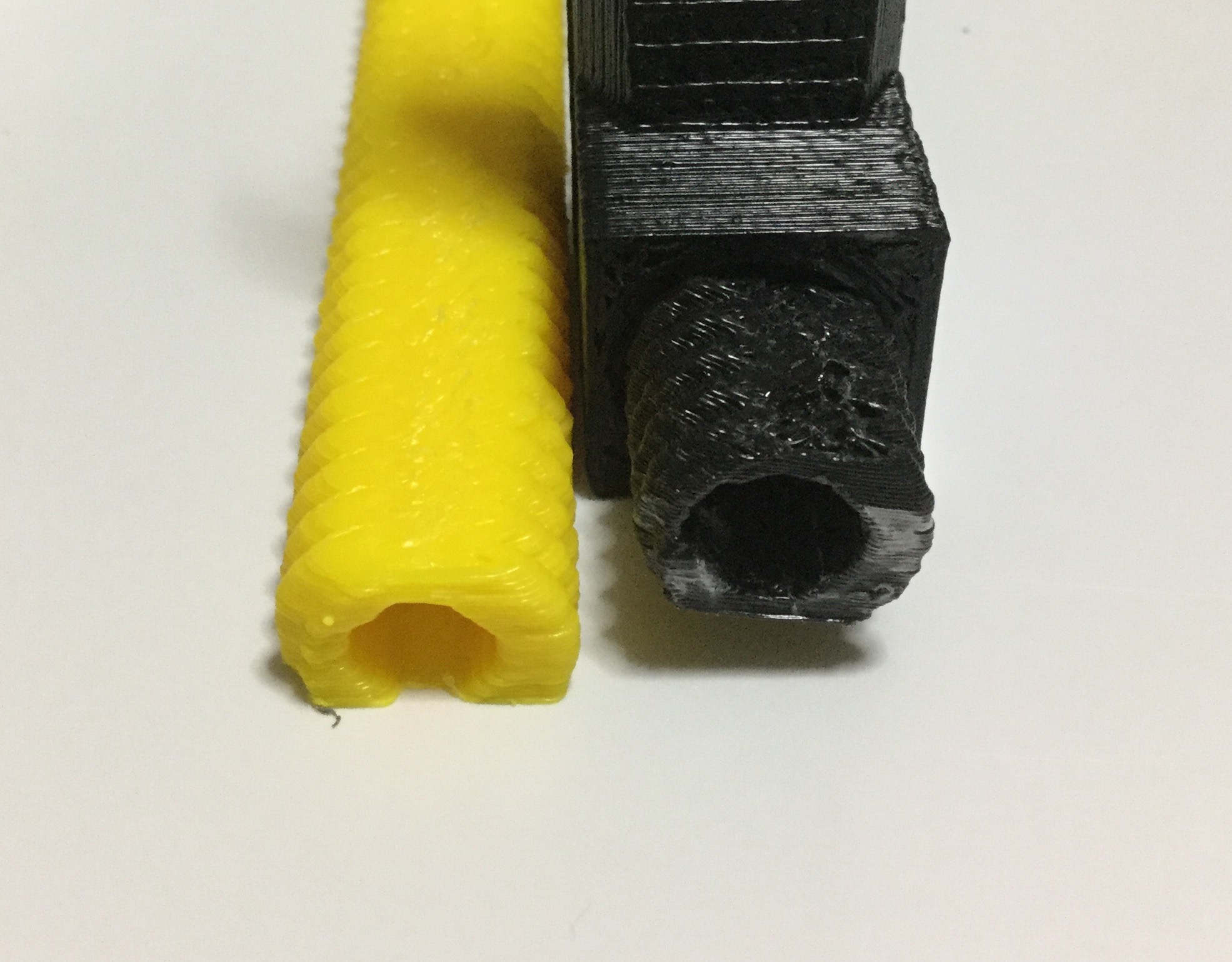
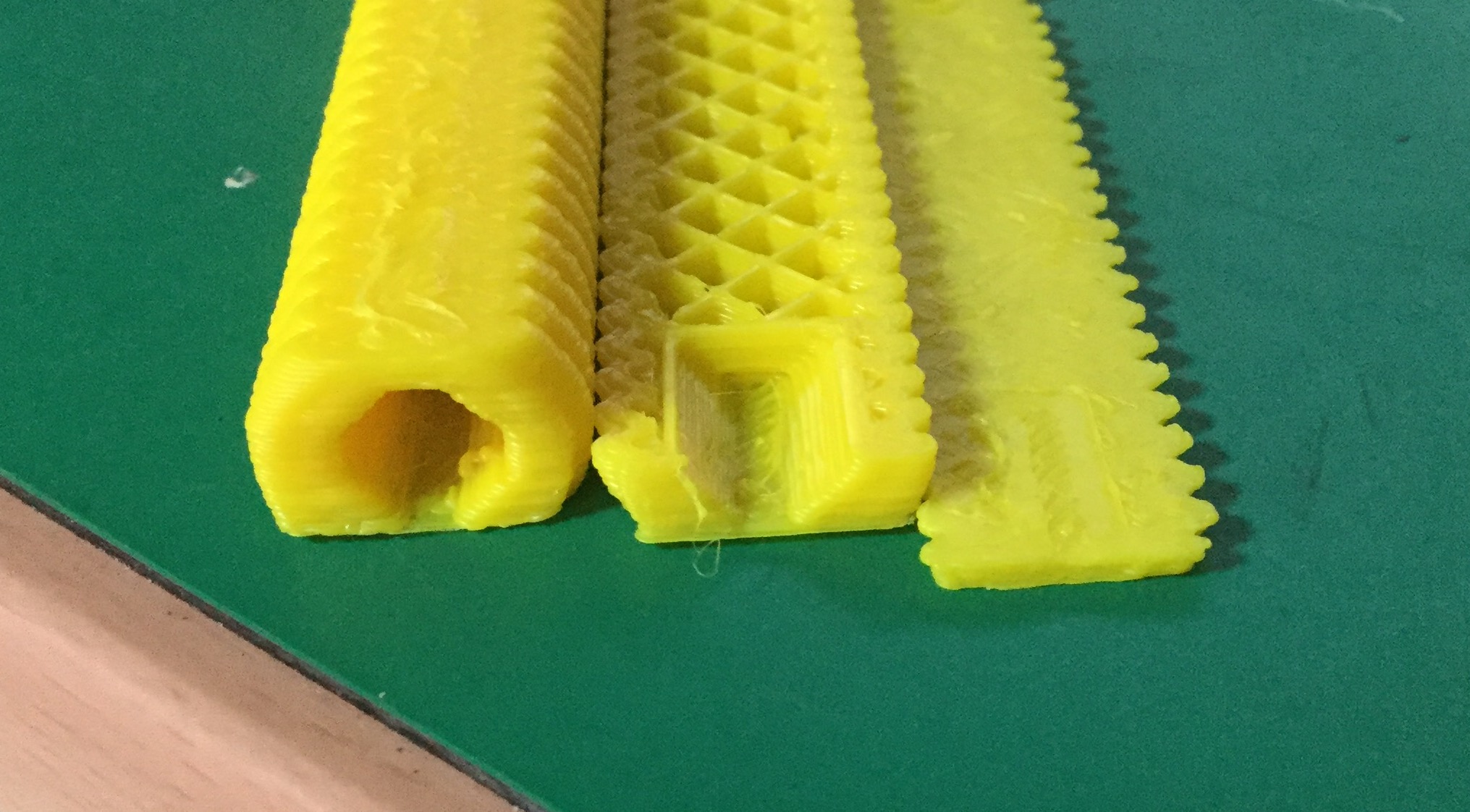
 さっそくXperia Z3 Compactのドックパーツを作成したところきれいに出来上がった。アルミフレームのケースに替えたので幅が標準のものでは合わなくなったのである。
さっそくXperia Z3 Compactのドックパーツを作成したところきれいに出来上がった。アルミフレームのケースに替えたので幅が標準のものでは合わなくなったのである。
動作確認の報告をQIDITECH社には伝えて、見立てが正しかったことと、こちらで作ったケーブルも写真で見てもらった次第だ。
長年携帯技術サポートの仕事をしてきたので、不具合対応をしていて最後動作してしまうとサポート側に返事が来なくなる体験をしていてサポート側としては最後までうまくいったのかどうか知りたいということを感じていたので報告を惜しまないのです。