写真の右側の彼が、これを今日のMFTで展示しています。一部のパーツは里で作成したりした3Dプリンターのものだったりするようですが・・・。
立ち仕事が多い方には朗報となる未来の姿がみられるかと。
外骨格でウェアラブルチェアの実物展示


Embedded Software Camp for Youth
写真の右側の彼が、これを今日のMFTで展示しています。一部のパーツは里で作成したりした3Dプリンターのものだったりするようですが・・・。
立ち仕事が多い方には朗報となる未来の姿がみられるかと。

大型のタイマーを作ることになり、開発要請元のご希望はアクリル板でカバーしてほしいということでしたので背面をマットな黒アクリル、前面を透明アクリル板で構成して間にNeoPixelのLEDを並べるというもので、透明モールを使うというものと、防水カバー付きのNEOPIXELをそのまま使うというものの2種類を作りました。アクリル板を挟み込むのはアルミチャンネルで、コーナーにカバーとコアとなる部品を2つ3Dプリンターで作り構成しています。




 組み込みの里では三台のプリンターがあります。QIDI社のTECH1, X-ONE, X-Proです。これらのプリンターから出力を得るためにはSTLファイルやOBJファイルといった3DモデルのデータをQIDI社から提供されているQIDI printなどのスライサーと呼ばれるソフトウェアを使って行います。
組み込みの里では三台のプリンターがあります。QIDI社のTECH1, X-ONE, X-Proです。これらのプリンターから出力を得るためにはSTLファイルやOBJファイルといった3DモデルのデータをQIDI社から提供されているQIDI printなどのスライサーと呼ばれるソフトウェアを使って行います。
ご自宅であらかじめ、3Dモデリングなどを行われる場合にはAutodesk社 が提供するFusion360やTinkercadなどのフリーのモデリングソフトを用いるのが、情報収集含め良いかと思います。むろん有償の良いソフトも多くありますが初めの一歩としてはふーな環境が始めやすいですよね。
が提供するFusion360やTinkercadなどのフリーのモデリングソフトを用いるのが、情報収集含め良いかと思います。むろん有償の良いソフトも多くありますが初めの一歩としてはふーな環境が始めやすいですよね。
ご自宅のマシンの環境がMacであったりWindowsであったりする場合にもこれらのソフトウェアは対応をしていますが、Windowsの32ビット環境ですといろいろと制限がございま す。造形設計を行う場合、旧来あった123Designは32ビット環境で動作していましたが、サポート終了となりダウンロード先はなくなりました。後継のソフトとしてはTinkercadがオンラインソフトではありますが32ビット環境でも動作します。ネット接続とアカウント登録が必要です。
す。造形設計を行う場合、旧来あった123Designは32ビット環境で動作していましたが、サポート終了となりダウンロード先はなくなりました。後継のソフトとしてはTinkercadがオンラインソフトではありますが32ビット環境でも動作します。ネット接続とアカウント登録が必要です。
組み込みの里の古いパソコンは32ビットのものもありこちらで動作確認しています。
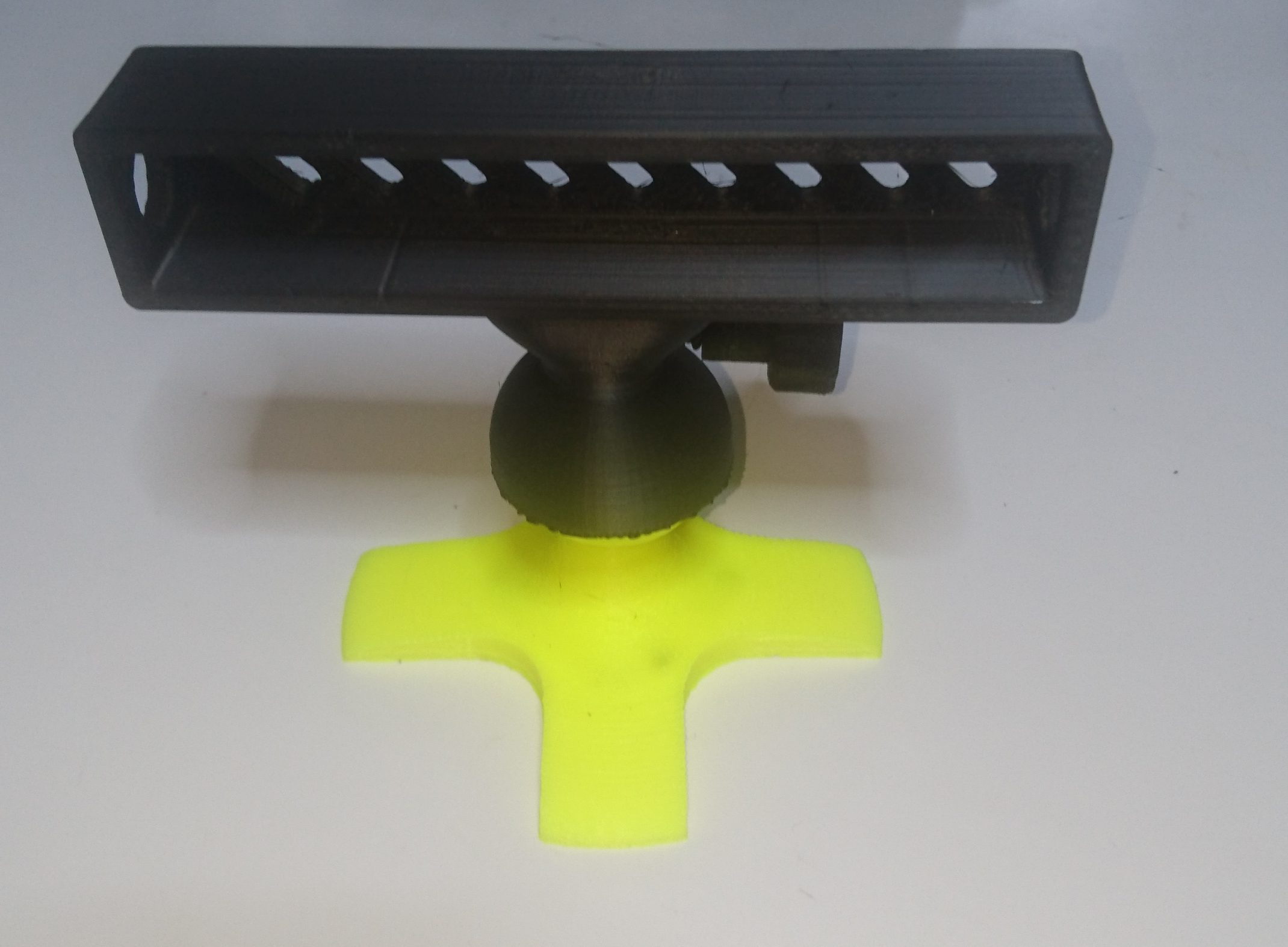 写真は、組み込みの里でカスタマイズして接着不要で組み立て分解可能にした電子工作用ミニバイスである。下の黄色はABSで作成したのだが、上部は最近気になって試していたポリカーボネートを利用していた。色合いは良いのだが、結着が弱いことが判明した。理由は、ホットエンドの加熱不足で、現在使用しているQIDI-Xproでは最高温度として250度までしか上げられないことが要因と考えられる。
写真は、組み込みの里でカスタマイズして接着不要で組み立て分解可能にした電子工作用ミニバイスである。下の黄色はABSで作成したのだが、上部は最近気になって試していたポリカーボネートを利用していた。色合いは良いのだが、結着が弱いことが判明した。理由は、ホットエンドの加熱不足で、現在使用しているQIDI-Xproでは最高温度として250度までしか上げられないことが要因と考えられる。
 また、テーブル温度は130度まで上げて行ったのだが、このバイスの要となる左右の咥えるパーツが反ってしまいNGとなった。今回の問題になった部分は、反りと結着不足だが、結着不足の箇所は左右に取り付ける星形プラグで連結させるストッパーと回転調整用のツマミだった。根本で結合が外れて折れてしまった。
また、テーブル温度は130度まで上げて行ったのだが、このバイスの要となる左右の咥えるパーツが反ってしまいNGとなった。今回の問題になった部分は、反りと結着不足だが、結着不足の箇所は左右に取り付ける星形プラグで連結させるストッパーと回転調整用のツマミだった。根本で結合が外れて折れてしまった。
強度的にポリカーボネートに期待していたのだが、もう少し高温設定が出来るプリンターでないと、使いこなせないようだ。高性能フィラメントが色々と出て来るのだが、プリンターメカの問題と共に温度制御をしているソフトウェアの問題もありそうだ。解決するまでは、ちょっとABSに戻ってみたのだが、こちらも同様な状況になった。フローを101%に増やして層間の結合を強くしてみようか。

やはり、250度ではポリカーボネートフィラメントの活用は難しいということが分かった。同色のABSを用いて従来と同様な形で出力を終えることが出来た。

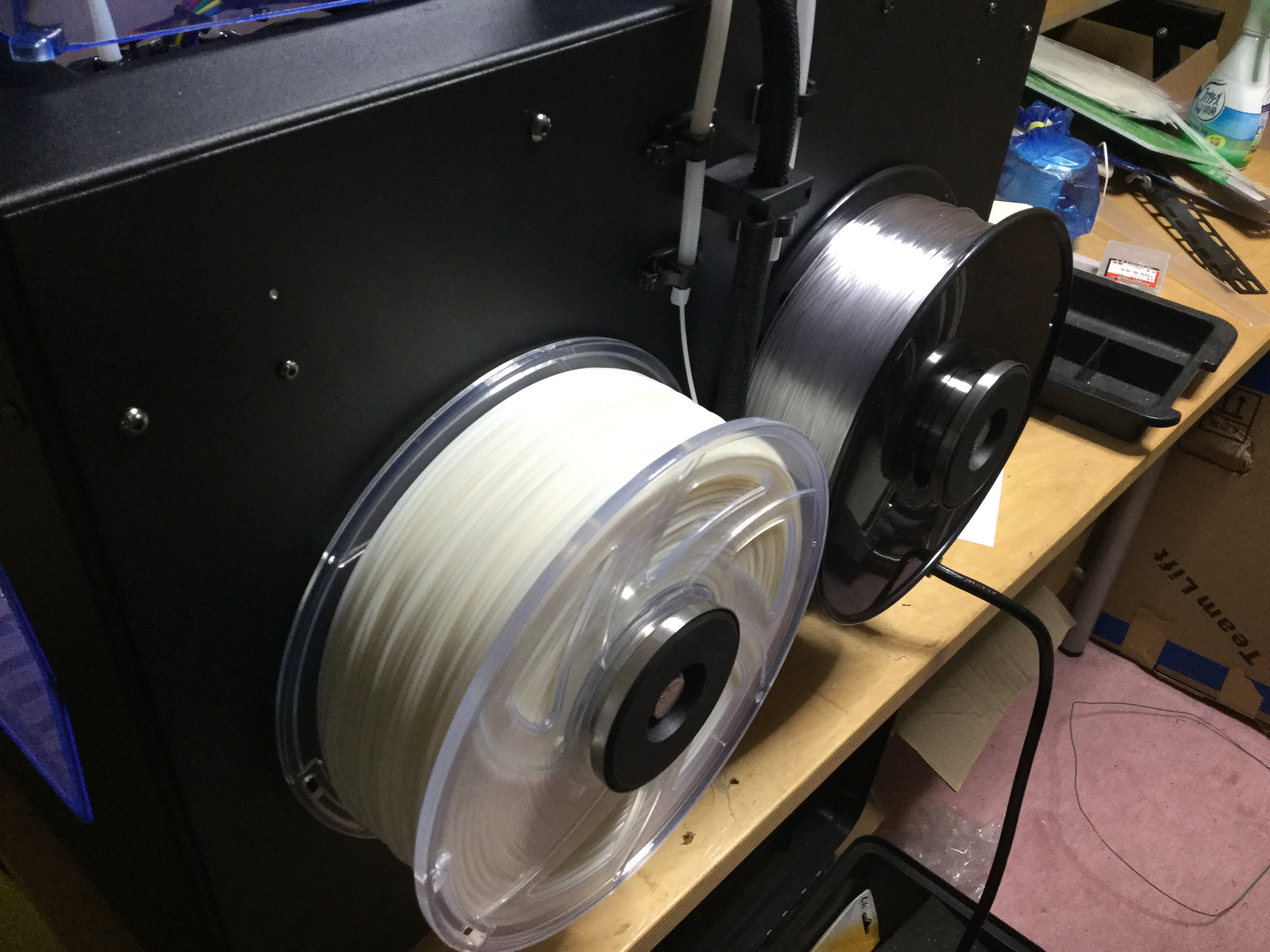
テスターのツマミ作成の一件をしているときに頼んでいたポリカーボネート(黒)のフィラメントが届きました。温度設定や速度などが難しいということでしたので速度を通常の半分に下げて温度は250度に上げました。
ABS(青)で作成したものとの比較です。
 速度をさげたこともありますが、きれいに造形されている感じです。
速度をさげたこともありますが、きれいに造形されている感じです。
 あとは、こんな素敵な効果もありました。ポリカーボネートよさげです。RAFTとサポートが綺麗に取れましたよ。ABSだとむしり取る感じでラジオペンチが必要なところです。
あとは、こんな素敵な効果もありました。ポリカーボネートよさげです。RAFTとサポートが綺麗に取れましたよ。ABSだとむしり取る感じでラジオペンチが必要なところです。
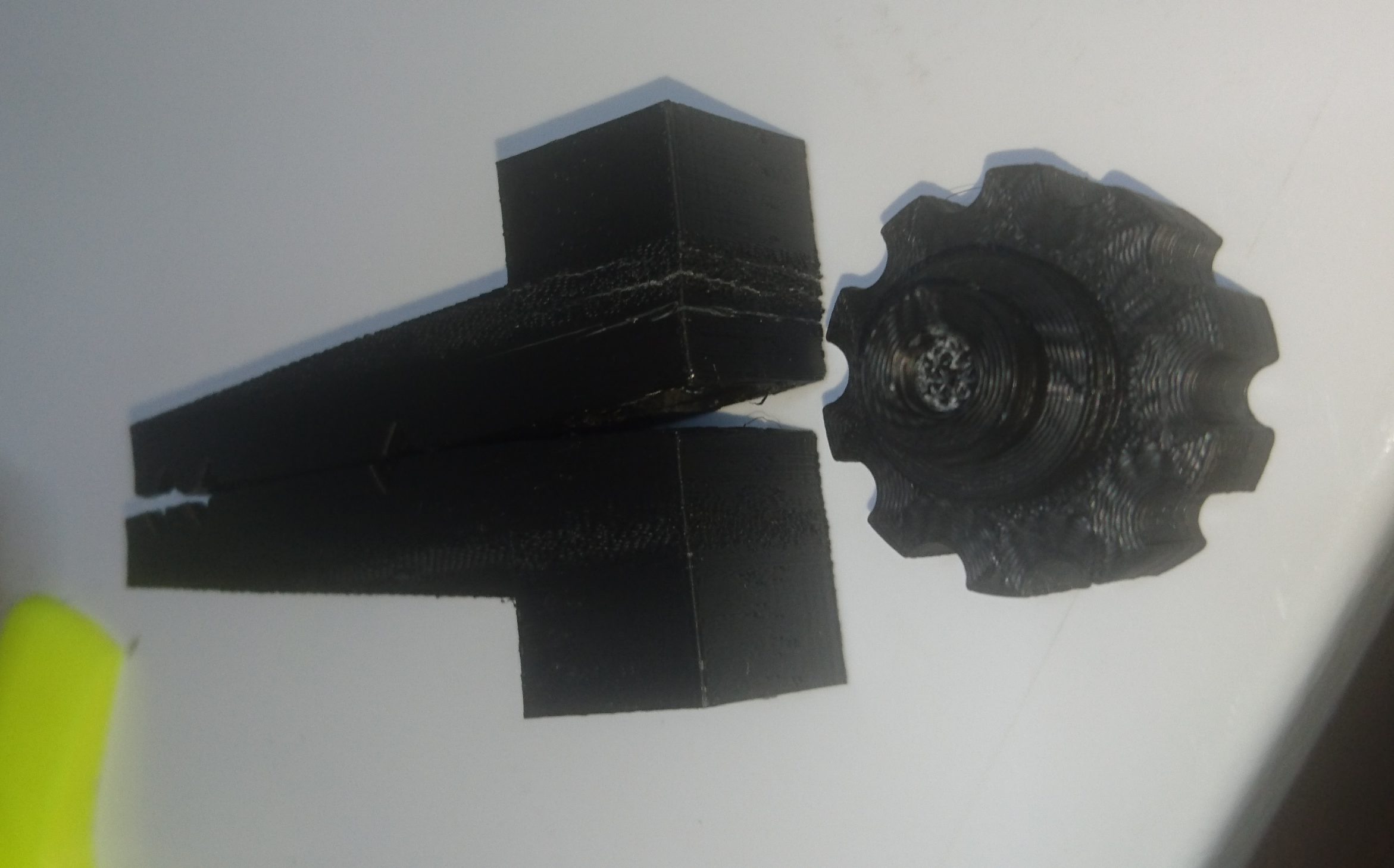
今日のお題は、テスターのノブ(ゼロ調整用)のむ3Dデータから実際にどの向きで出力させるかの違いについて実際の事例です。
データ自体は、こちらです。https://www.thingiverse.com/thing:2837097
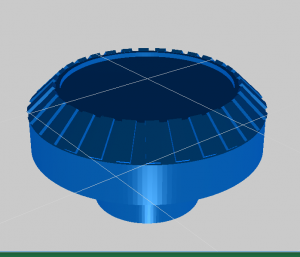

回しやすいように角にでっぱりを配した設計ですね。
裏がわの軸にはVRと嵌合するようにギアが切ってあります。

最初に作ったのが軸を上にした事例で、上のものが生の仕上がり
下はリューターで仕上げたもの。

左側がツマミ面を上に出力したもの。右側は軸側を上にしたもの。相違は、ツマミ面を上にしたものでは、表面について加工が必要としない感じですが、軸を上にした場合にはRAFTを付けたこともありデザイン上少し凹んだ形なのでフィラメントが表面に盛り上がる感じになりました。この写真では既にリューターで加工してあります。
軸内部の嵌合部については差異はとくにみられませんでした。軸をしたにしたものでは、フリルの部分についてもサポート材との間にできる脱着層が0.2mmほど追加されてしまっているので、これを取り除く作業が必要になりました。
無駄になるサポート材をできるだけ減らしたいという観点では、今回のものは軸を上にしたほうが良いです。ケースバイケースでこうしたことを想定して出力する方向を見極めてやりましょう。
気が付けば、高専の学生Eさんはもう春休みになっていました。今日の課題は、ハトメ で連結する両面基板の開発とのことです。いろいろとやっていると時間が遅くになりましたが、なんとかしあがりそうです。0.8mmの基板を二枚しあげています。
で連結する両面基板の開発とのことです。いろいろとやっていると時間が遅くになりましたが、なんとかしあがりそうです。0.8mmの基板を二枚しあげています。
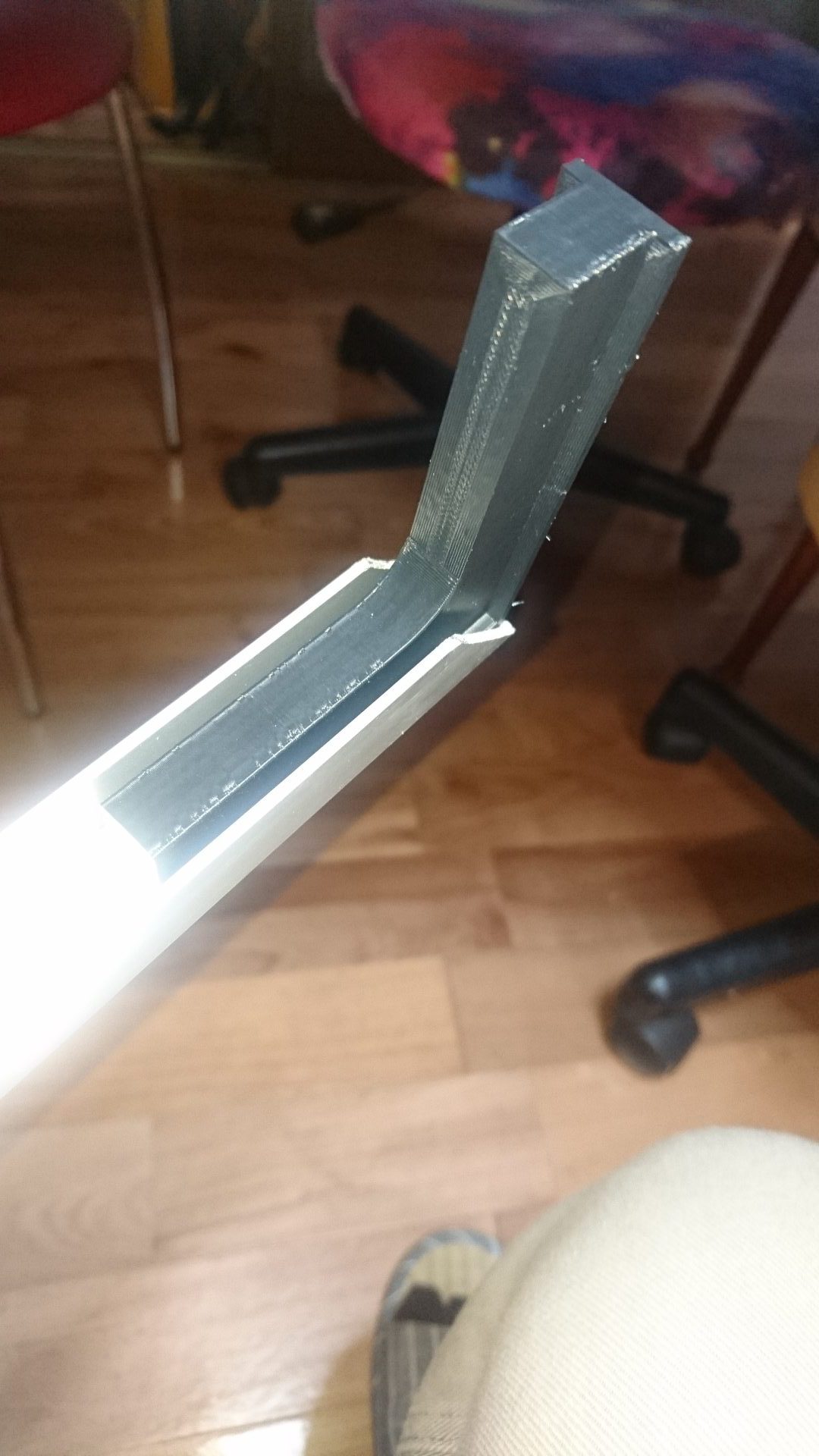
管理人は、里の泊り環境を向上するため懸案事項の排水口からの臭気到来を防ぐソリ ューションを開発していました。完成品はカスタム設計したこのトラップです。内径55mmの排水口に合わせて、およそ53mm径のユニットとしてトラップを設計してABSにて出力しました。断熱効果良好の新型マシンで出力すると背の高い出力でも安定して収縮もみられずに出力完了しました。設計はFusion360です。今回は、トラップなので回転構造を用いての設計をしています。
ューションを開発していました。完成品はカスタム設計したこのトラップです。内径55mmの排水口に合わせて、およそ53mm径のユニットとしてトラップを設計してABSにて出力しました。断熱効果良好の新型マシンで出力すると背の高い出力でも安定して収縮もみられずに出力完了しました。設計はFusion360です。今回は、トラップなので回転構造を用いての設計をしています。
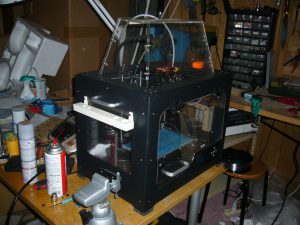
また、3D出力依頼されていたパーツも出しています。持ち運べる? 体に装着可能な外骨格の椅子を開発している金沢高専OBの花岡君が開発している試作品用のパーツです。先日、Robo3Dを貸出展開したのですが、安定度にかけるという報告などがあり取り急ぎ出力支援をすることになり、以下のパーツを作りました。
なかなか3Dプリンターの使いこなしは難しいということですね。外骨格の試作品に適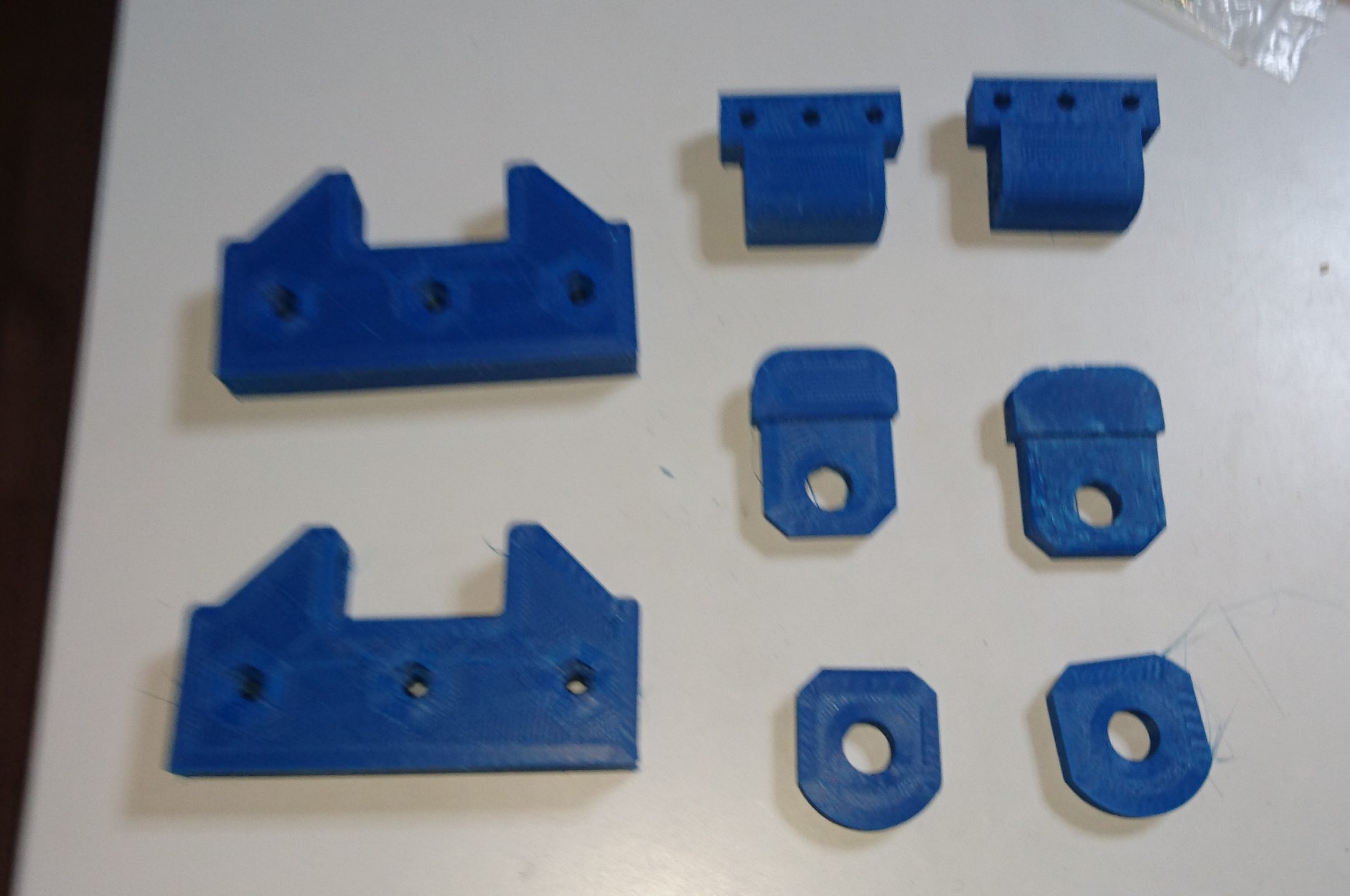 用するには強度も必要で、ABSで60%充填+外殻3mm以上ということでした。
用するには強度も必要で、ABSで60%充填+外殻3mm以上ということでした。

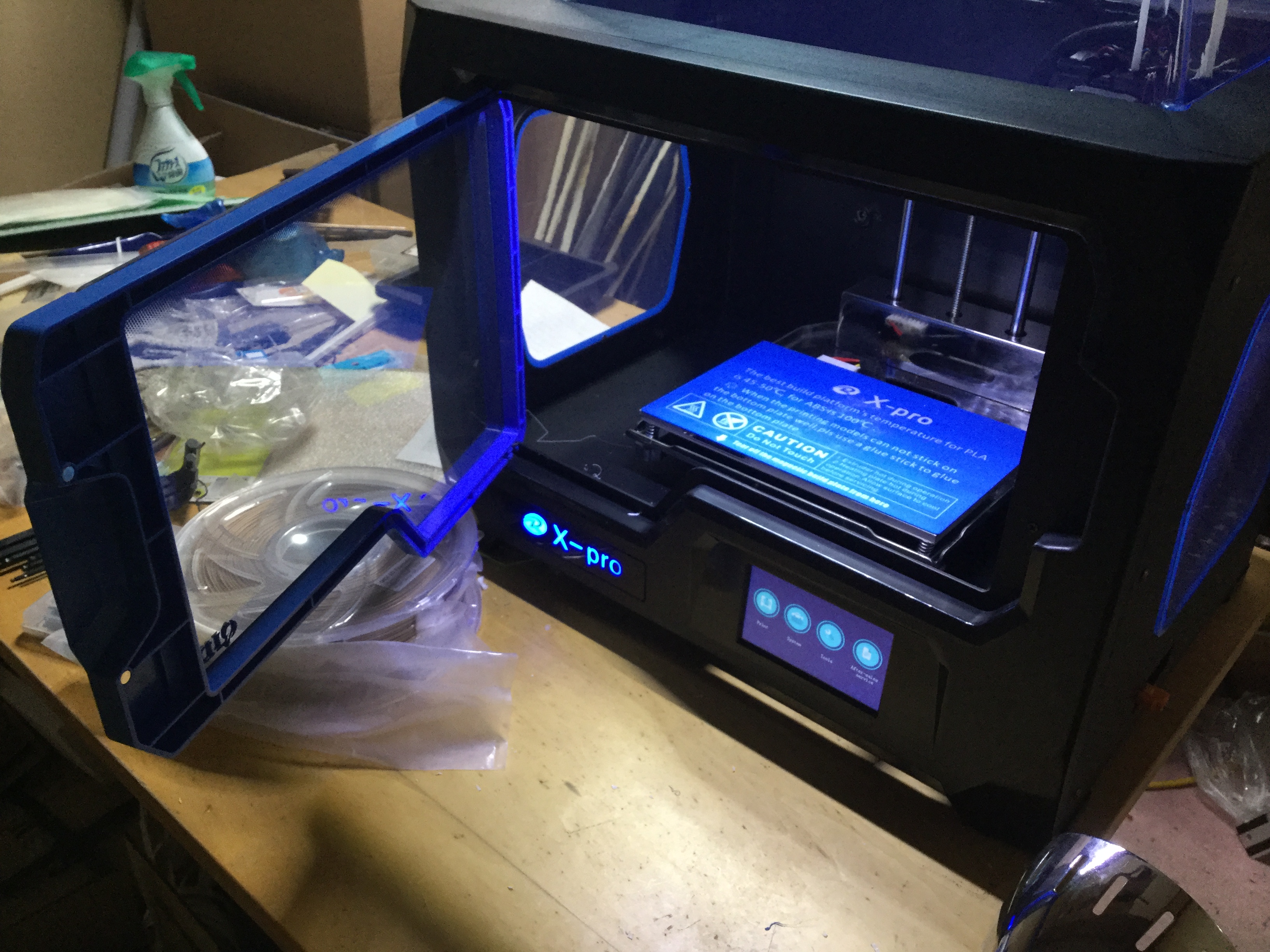
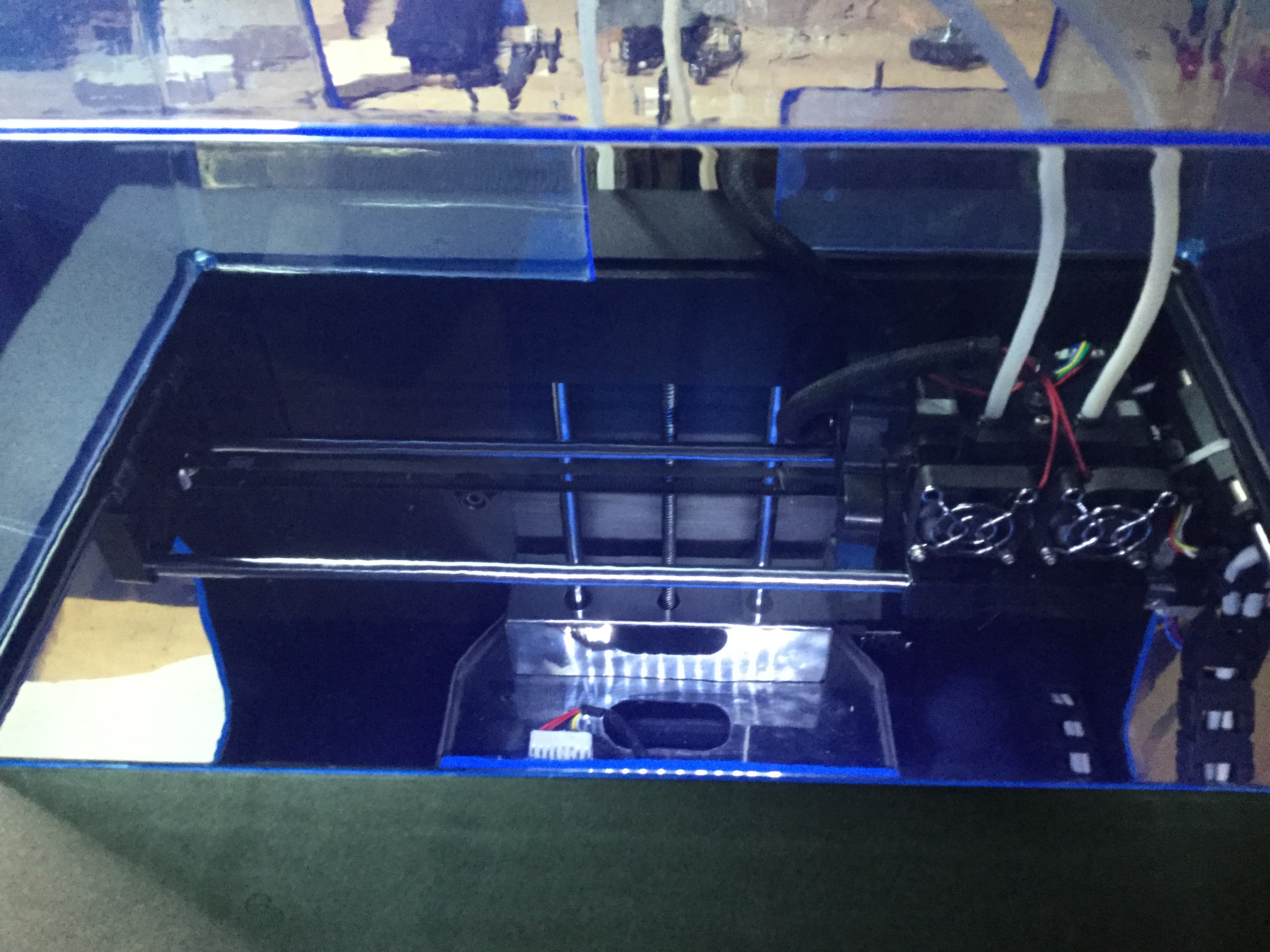
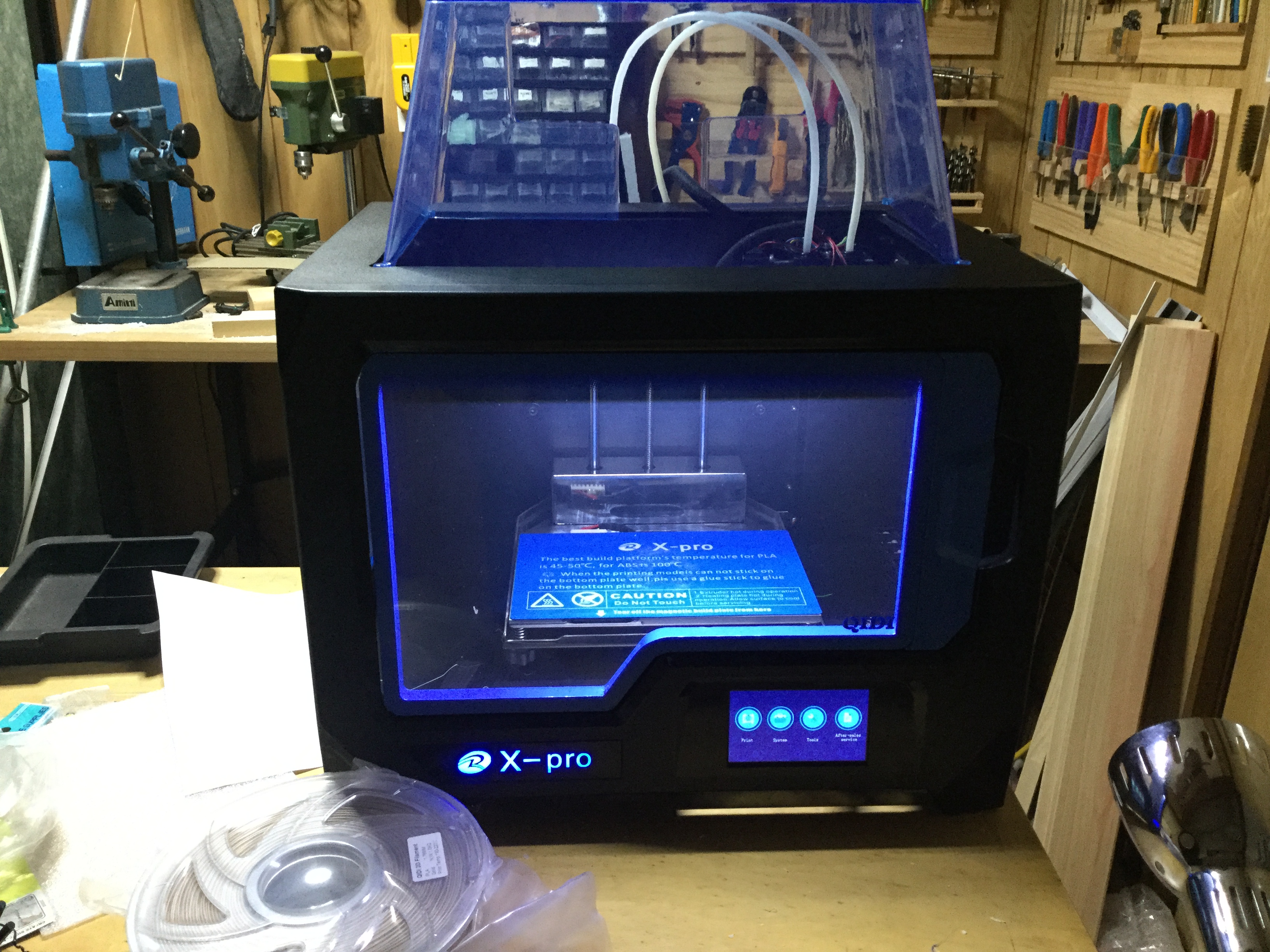
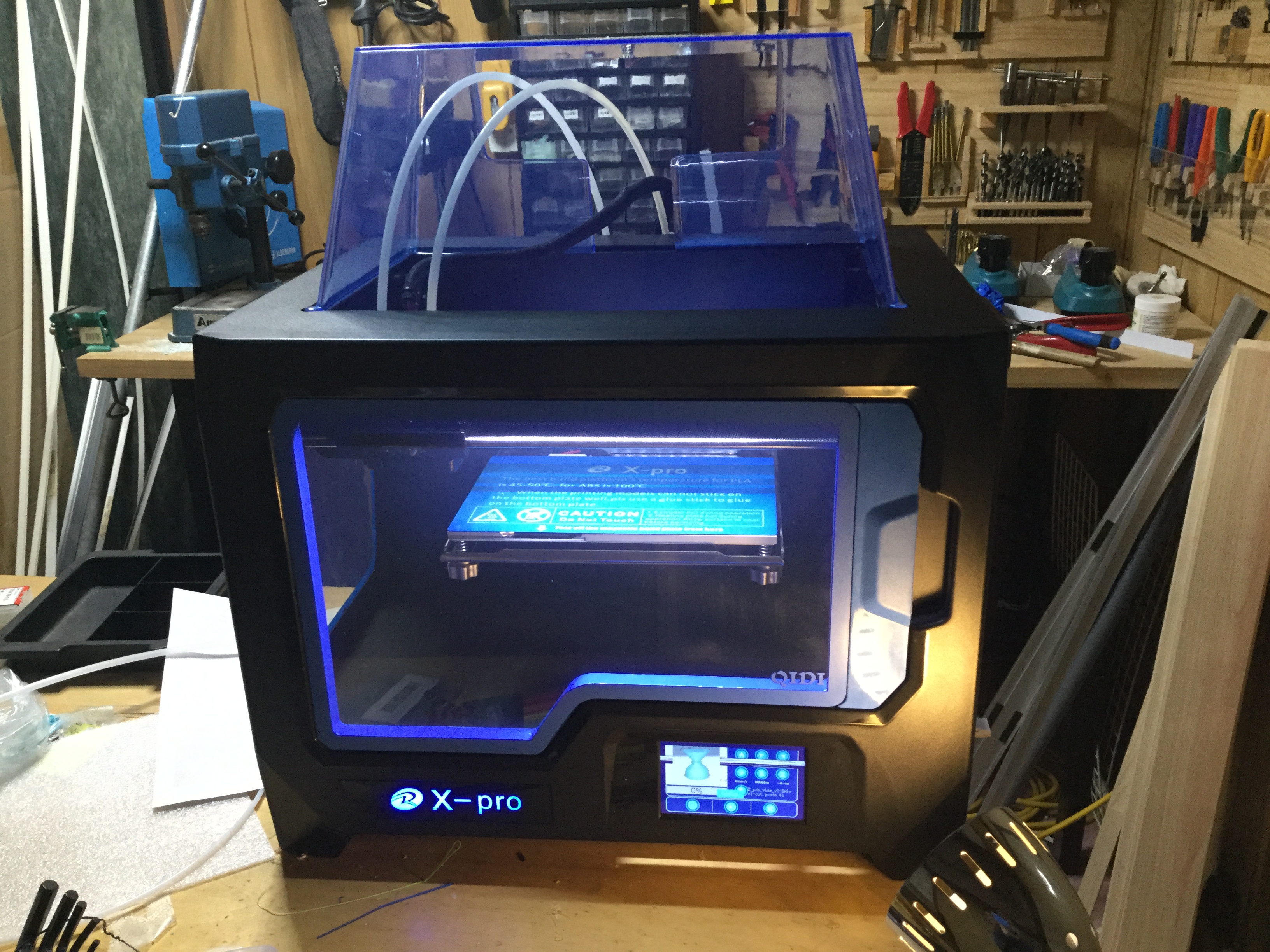
 QIDI社のDual headモデルの新型X-Proモデルを追加導入することになりました。里に一昨年導入したTECH1モデルの制御基板の刷新や、筐体構造の進化などがあげられます。
QIDI社のDual headモデルの新型X-Proモデルを追加導入することになりました。里に一昨年導入したTECH1モデルの制御基板の刷新や、筐体構造の進化などがあげられます。
Wifi接続
タッチパネル
3D表示
一体型トップカバー
出力プレートのマグホールド化
横開きの前面ドア
左右窓のマグホールド
整備工具などの整理箱の添付など
標準添付のフィラメントはPLAとABSの二種で各1kgです。
スライサーソフトが従来のMakerbot互換から変わり、Curaベースのオリジナルなものになっています。
ファイル拡張子は.gcodeになりました。

新型3Dプリンターが追加になります。手狭になるので、古いプリンタ―Robo3Dを整備して知人に提供する予定です。
新型は、QIDI社のDualヘッドのものです。操作パネルがタッチスクリーンに変わり、Singleヘッドモデルと同様に進化したものになりますね。
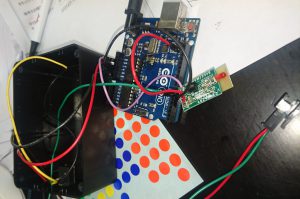
 携帯電話の充電器基板を起こしました。秋月のケースに入れて単三電池二つと納めることができます。
携帯電話の充電器基板を起こしました。秋月のケースに入れて単三電池二つと納めることができます。
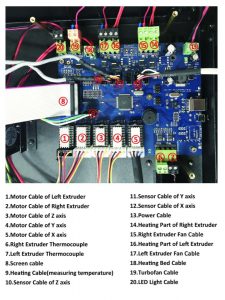
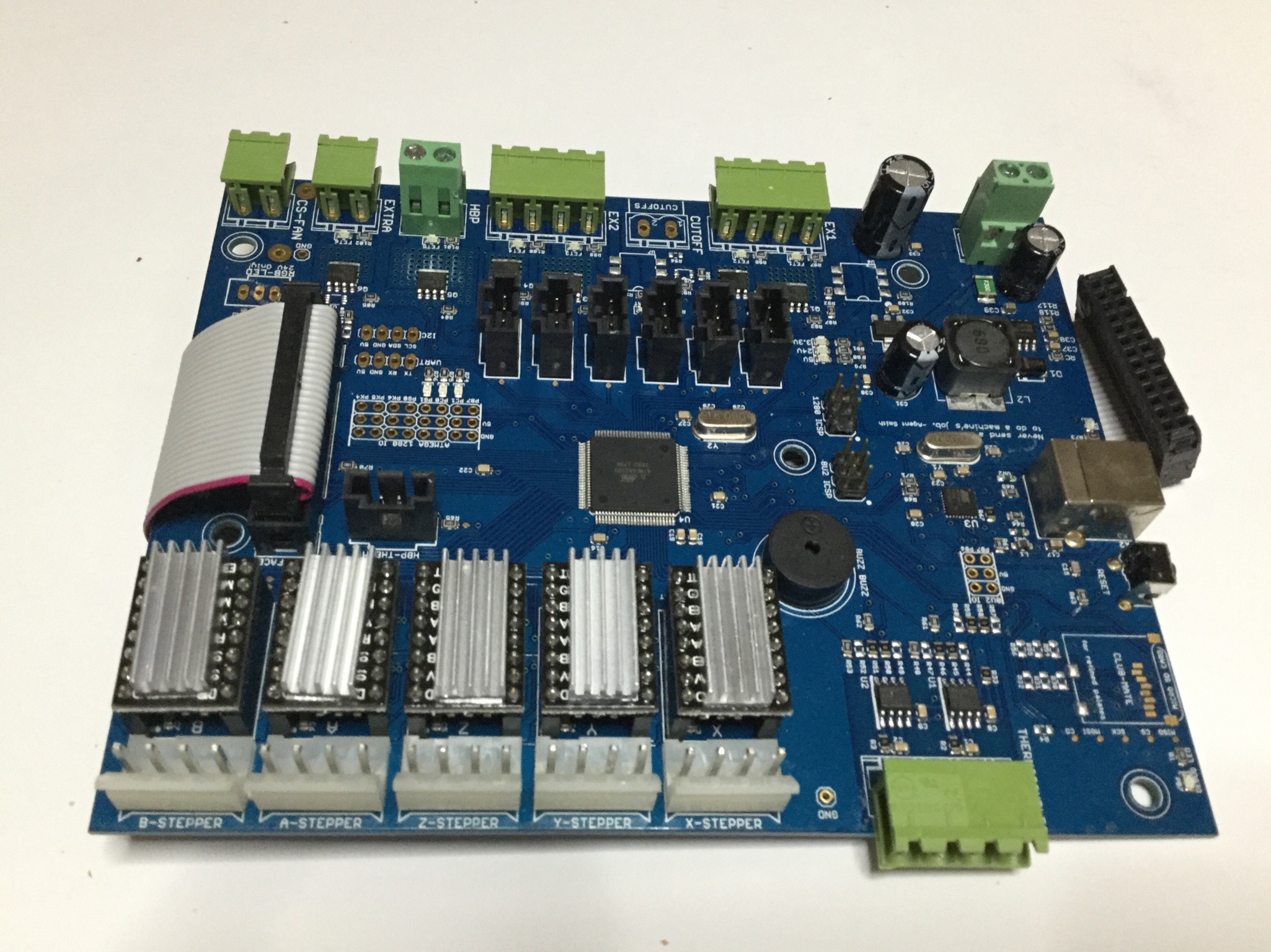 世の中では、すでに認知度は一般化したと思われる3Dプリンターは、日本発祥のものだというのだが、実際のところ席巻しているのは台湾や中国製のものばかりとなっている。オープンソースで公開されたりしていた経緯もあるのだが、コストダウンや差別化でオリジナルの基板を派生して開発しているのが実情だ。左の写真も、そんな基板だ。
世の中では、すでに認知度は一般化したと思われる3Dプリンターは、日本発祥のものだというのだが、実際のところ席巻しているのは台湾や中国製のものばかりとなっている。オープンソースで公開されたりしていた経緯もあるのだが、コストダウンや差別化でオリジナルの基板を派生して開発しているのが実情だ。左の写真も、そんな基板だ。
とはいえ、モジュール化もされて一見よさそうに思えるこうした基板もよくよく見ていくと常識を超えた事実について現状認識をする必要がありそうだ。
 下に並んでいるのはモータードライバーのモジュール群で発熱も多くてヒートシンクが付いているのだが、実際の配置からみるとヒートシンクの向きが考えられてはいないようだ。
下に並んでいるのはモータードライバーのモジュール群で発熱も多くてヒートシンクが付いているのだが、実際の配置からみるとヒートシンクの向きが考えられてはいないようだ。
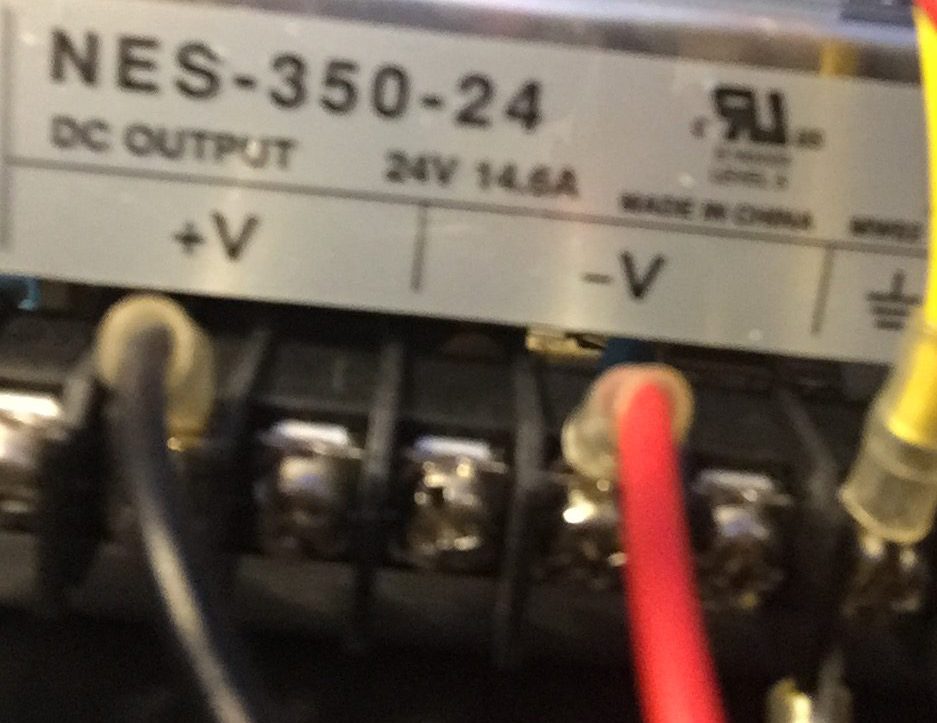
今回直面したのは、もう少し根深い問題だったのだが、この基板のワイヤリング方法だった。
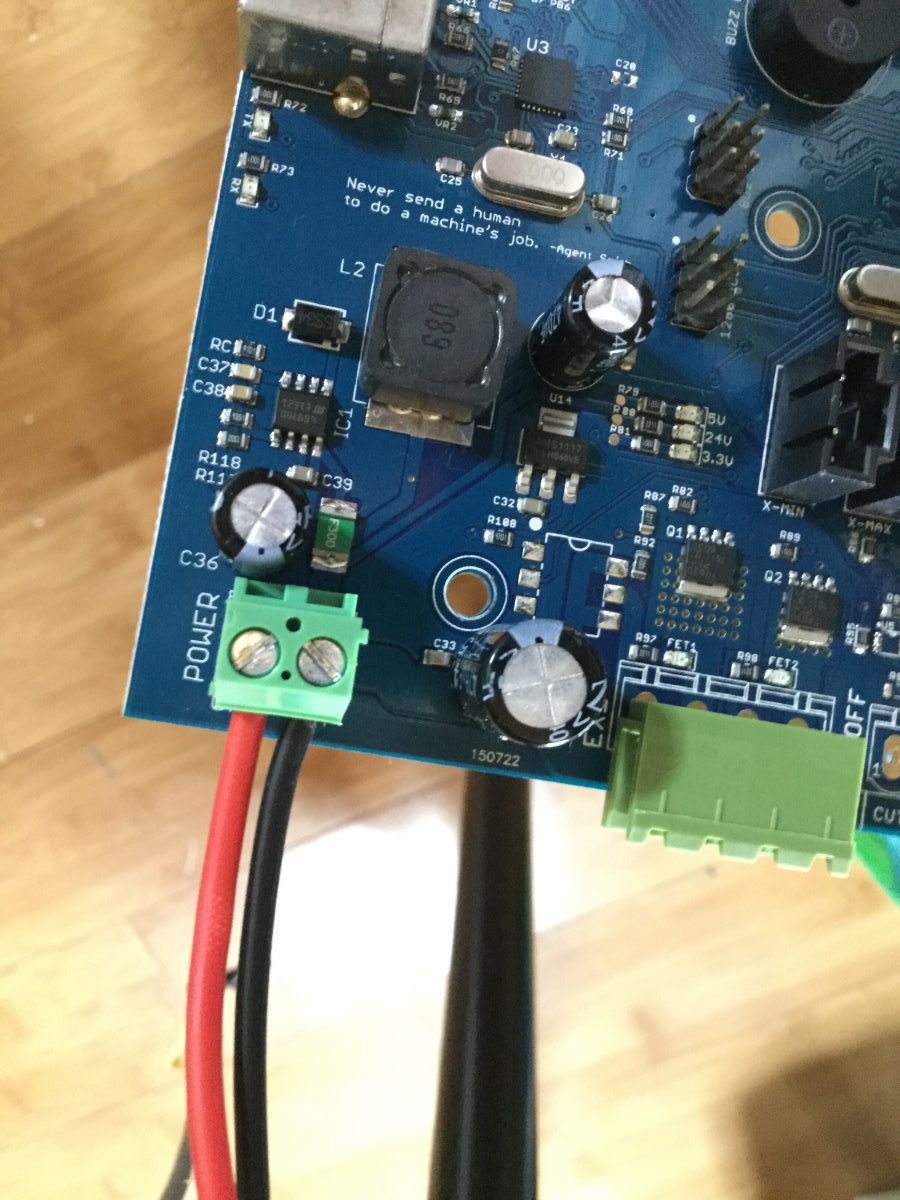
ネジ式ターミナルで止めることについては異論はないのだが・・・。よく見ると
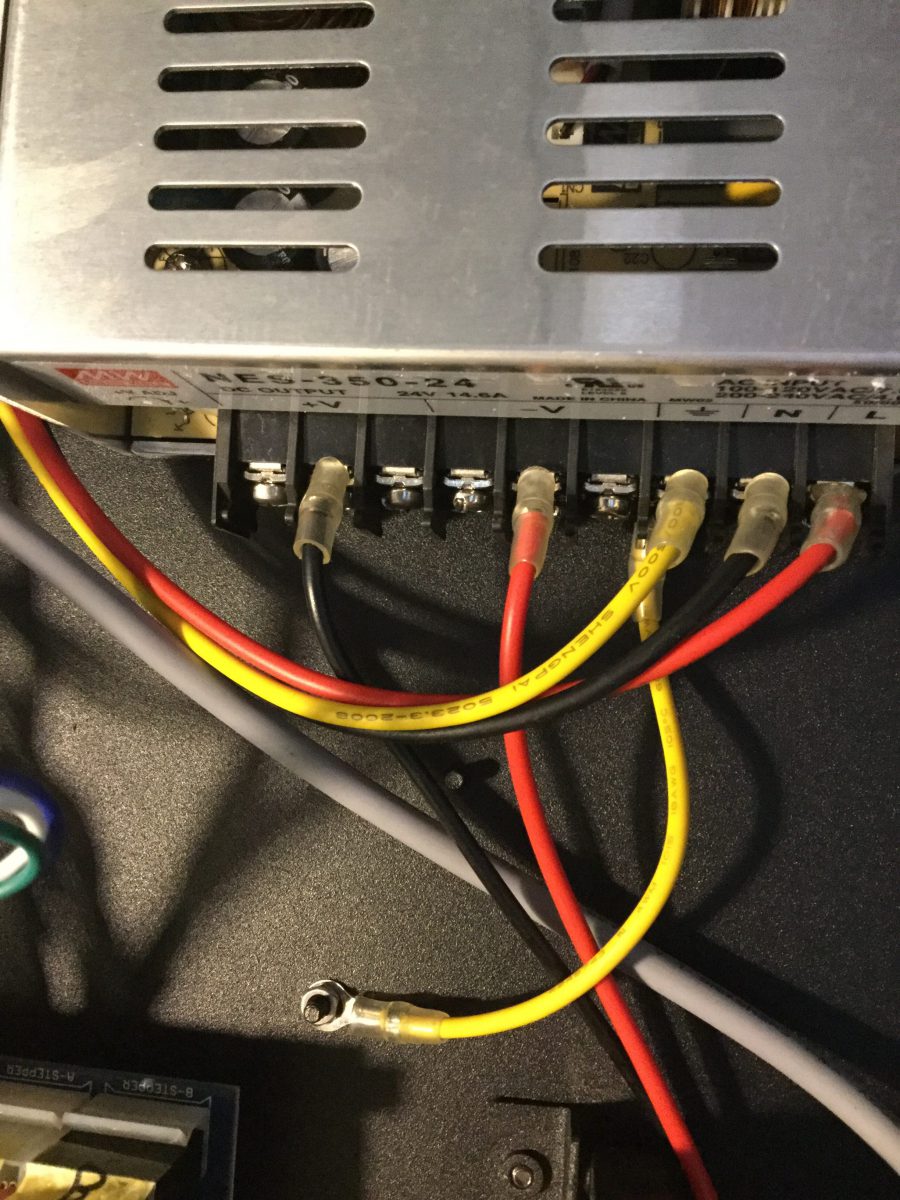
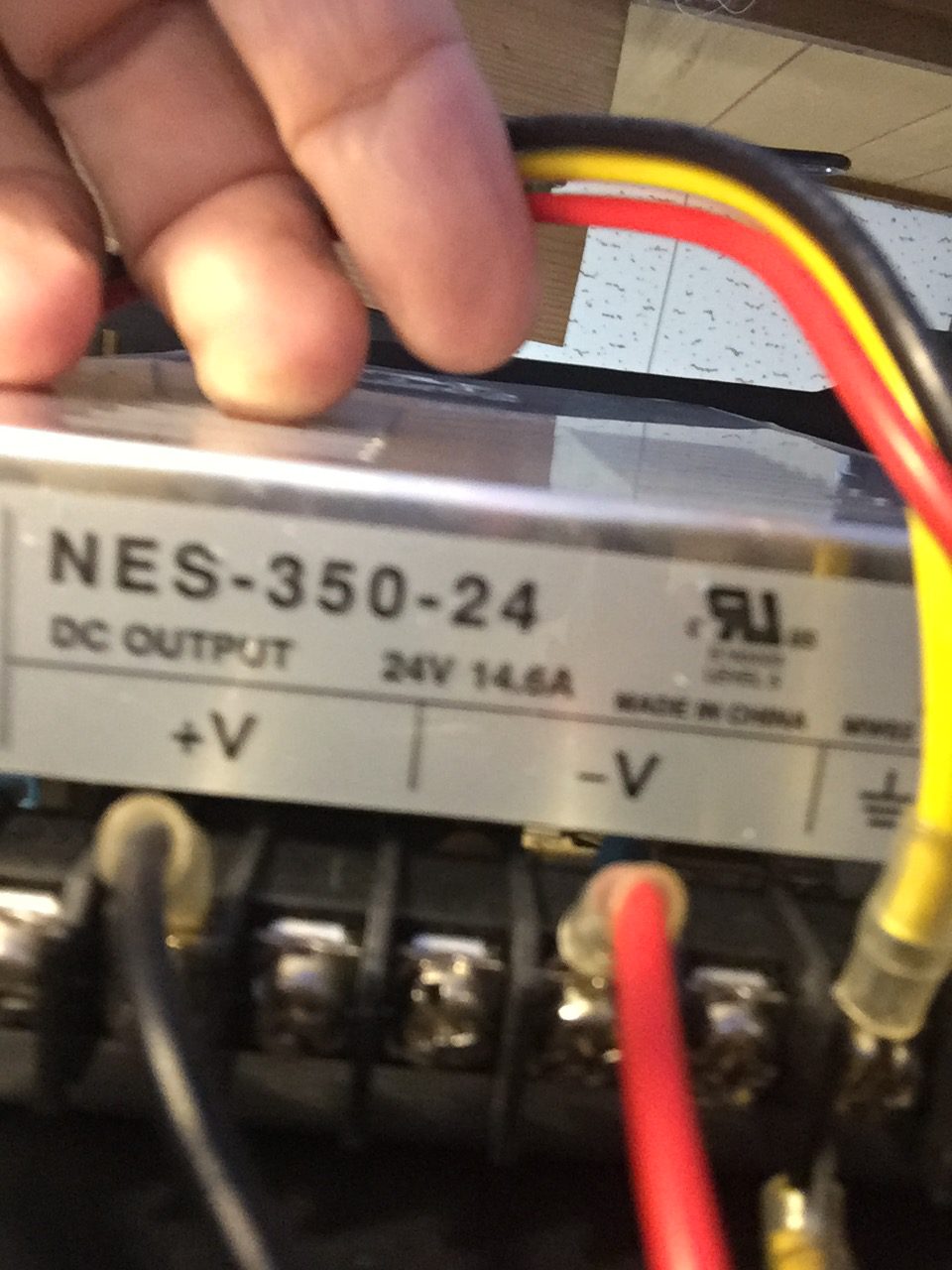
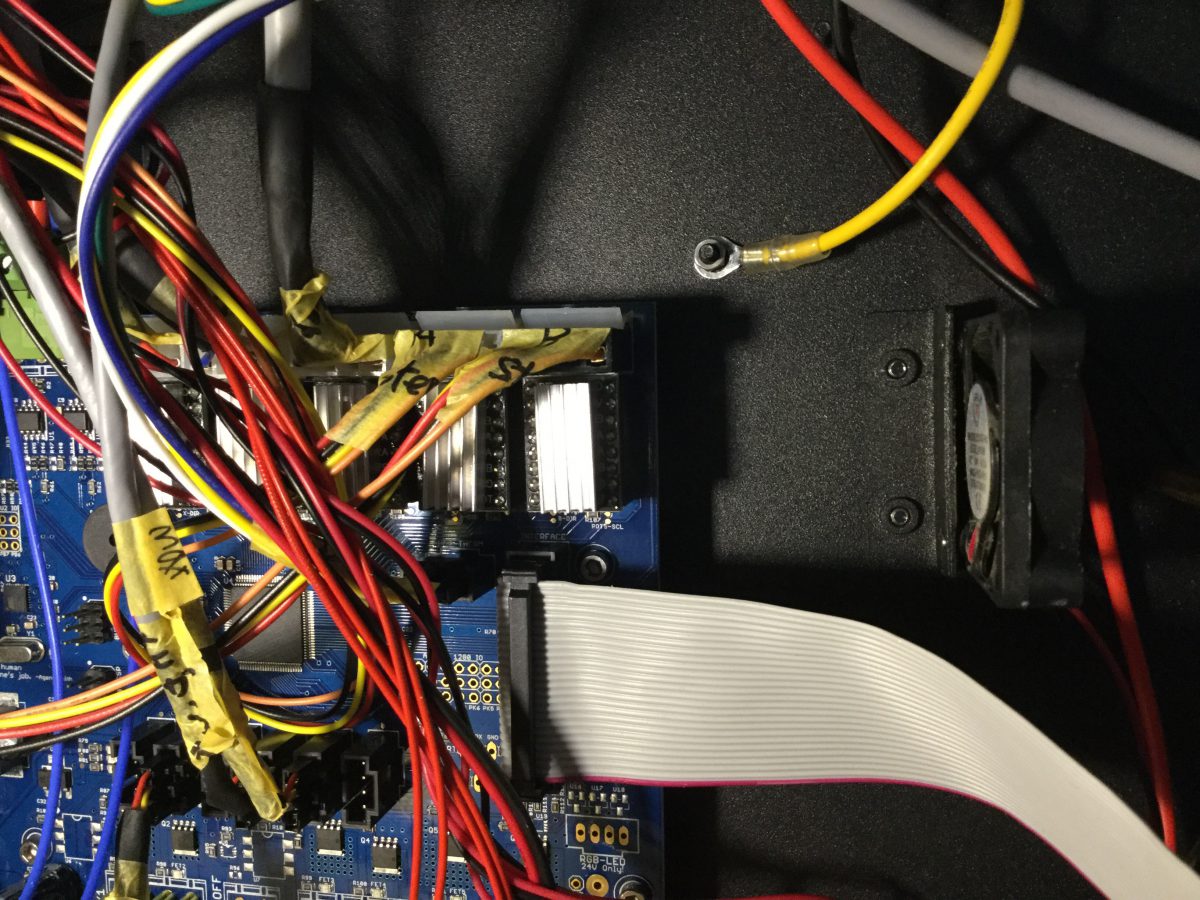
配線に適用されているカラーリングの常識は通用しないのだ。こうした人たちと付き合っていくのだということを認識しないと痛い目にあうのだ。
むろん彼らは、意に介さず配線の写真を添付しているので気にもしないのかもしれない。
この写真にあるとおり、普通に違和感もなく配線をしていて正しく双方が合致しているので動作しているという次第だ。今回は、ヒートベッドを制御しているMOS-FETが過熱したせいか故障したようだったので、マザーボードを外そうとしたときに現状の結線写真を撮らずに作業を進めたのが間違いだった。配線のカラーリングにおける電源のプラスマイナスは、中国メーカーには通用しないようだ。痛い勉強代となったが、電源チップ二つが犠牲となり予備のマザーボードも想定外のいけにえとなってしまった。