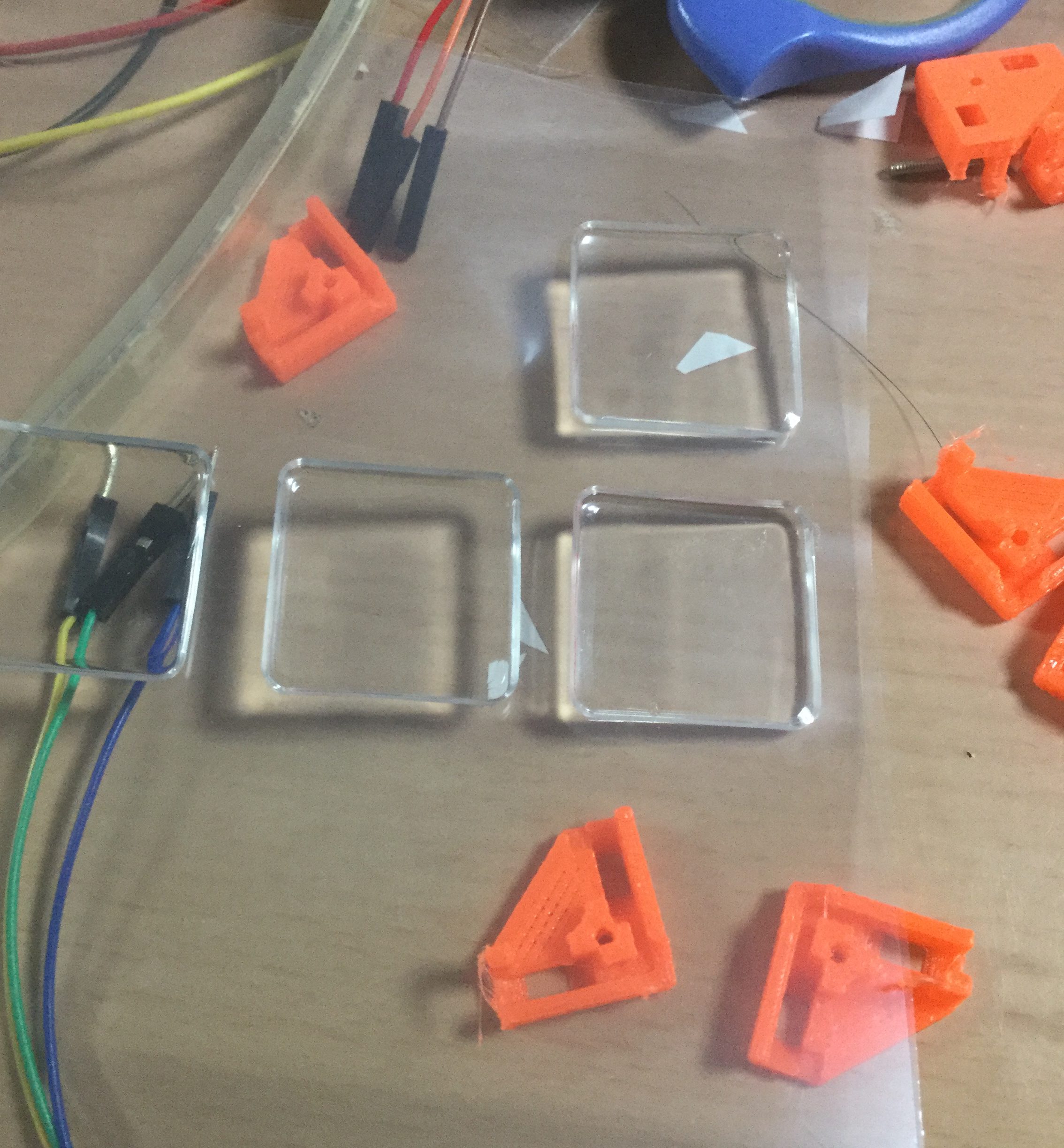
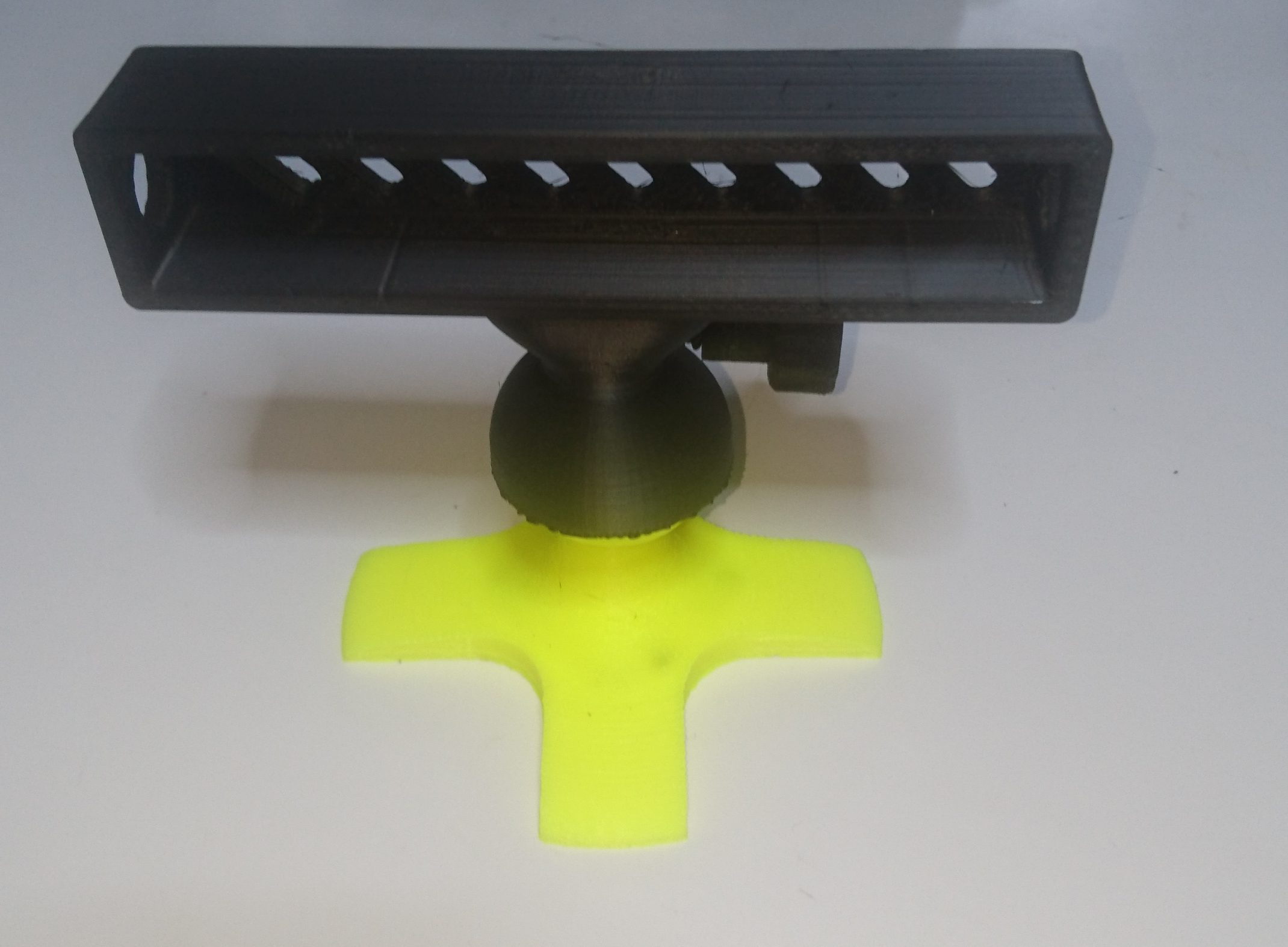
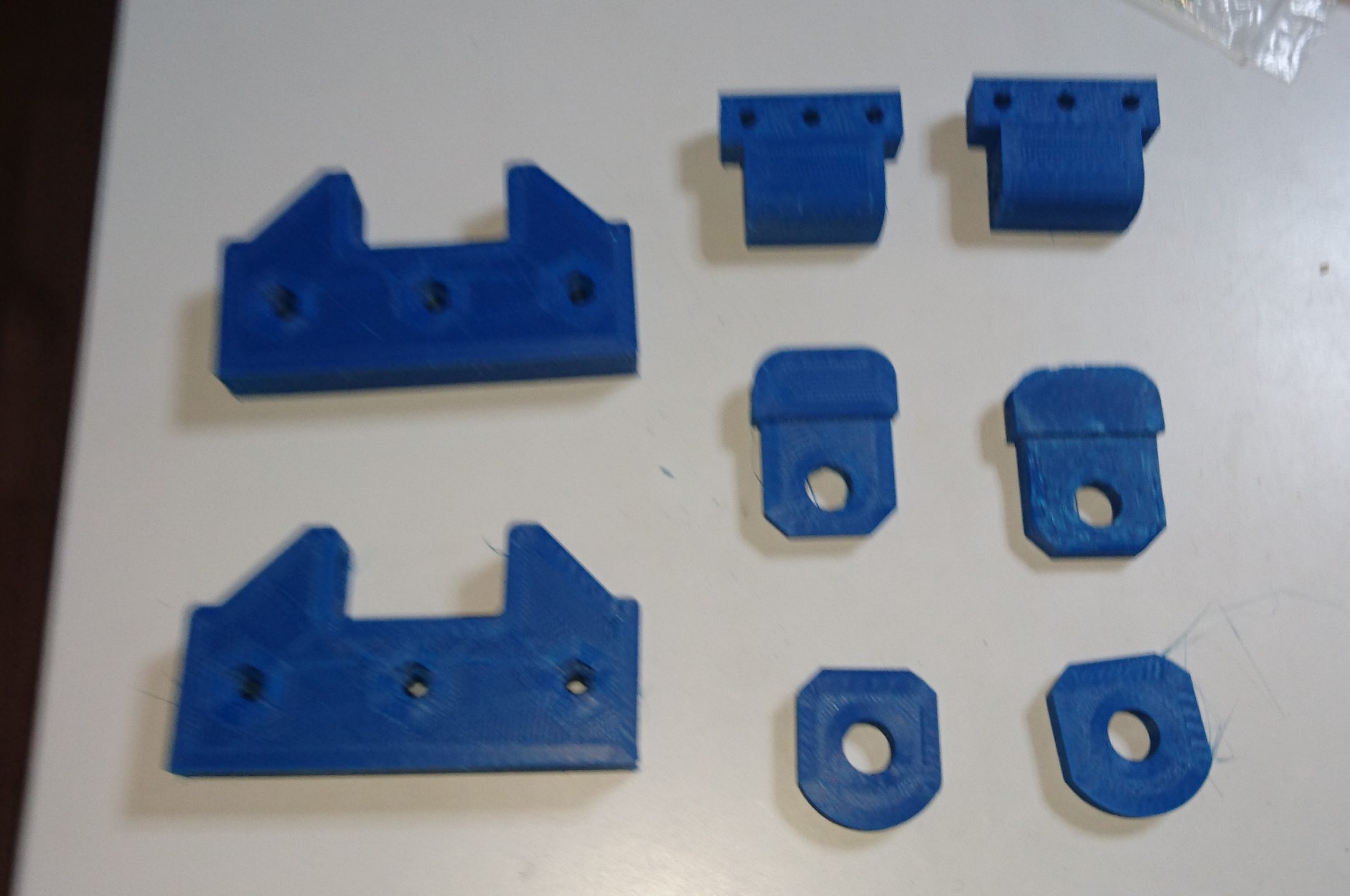
 写真は、組み込みの里でカスタマイズして接着不要で組み立て分解可能にした電子工作用ミニバイスである。下の黄色はABSで作成したのだが、上部は最近気になって試していたポリカーボネートを利用していた。色合いは良いのだが、結着が弱いことが判明した。理由は、ホットエンドの加熱不足で、現在使用しているQIDI-Xproでは最高温度として250度までしか上げられないことが要因と考えられる。
写真は、組み込みの里でカスタマイズして接着不要で組み立て分解可能にした電子工作用ミニバイスである。下の黄色はABSで作成したのだが、上部は最近気になって試していたポリカーボネートを利用していた。色合いは良いのだが、結着が弱いことが判明した。理由は、ホットエンドの加熱不足で、現在使用しているQIDI-Xproでは最高温度として250度までしか上げられないことが要因と考えられる。
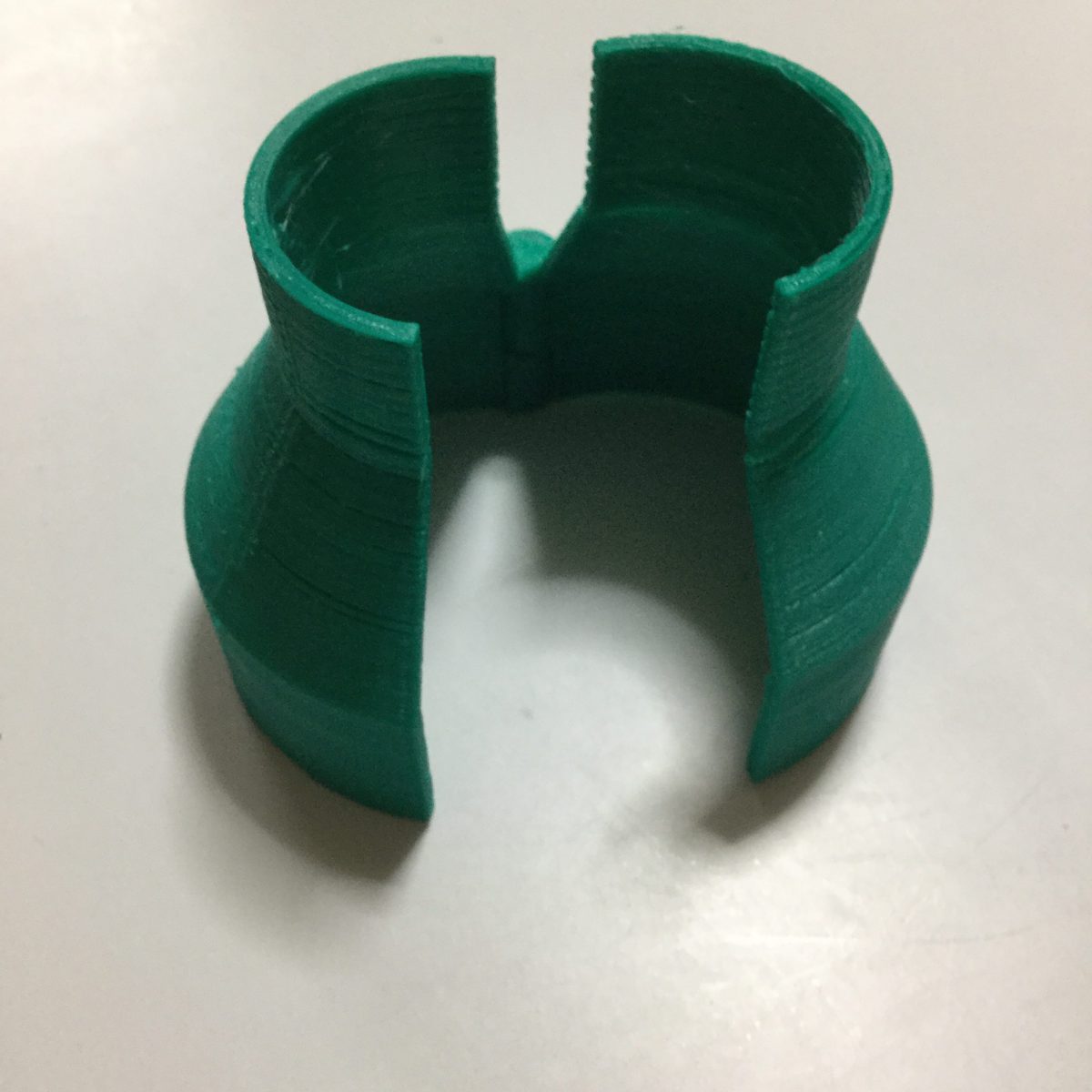
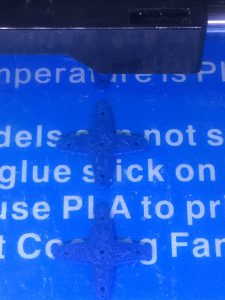
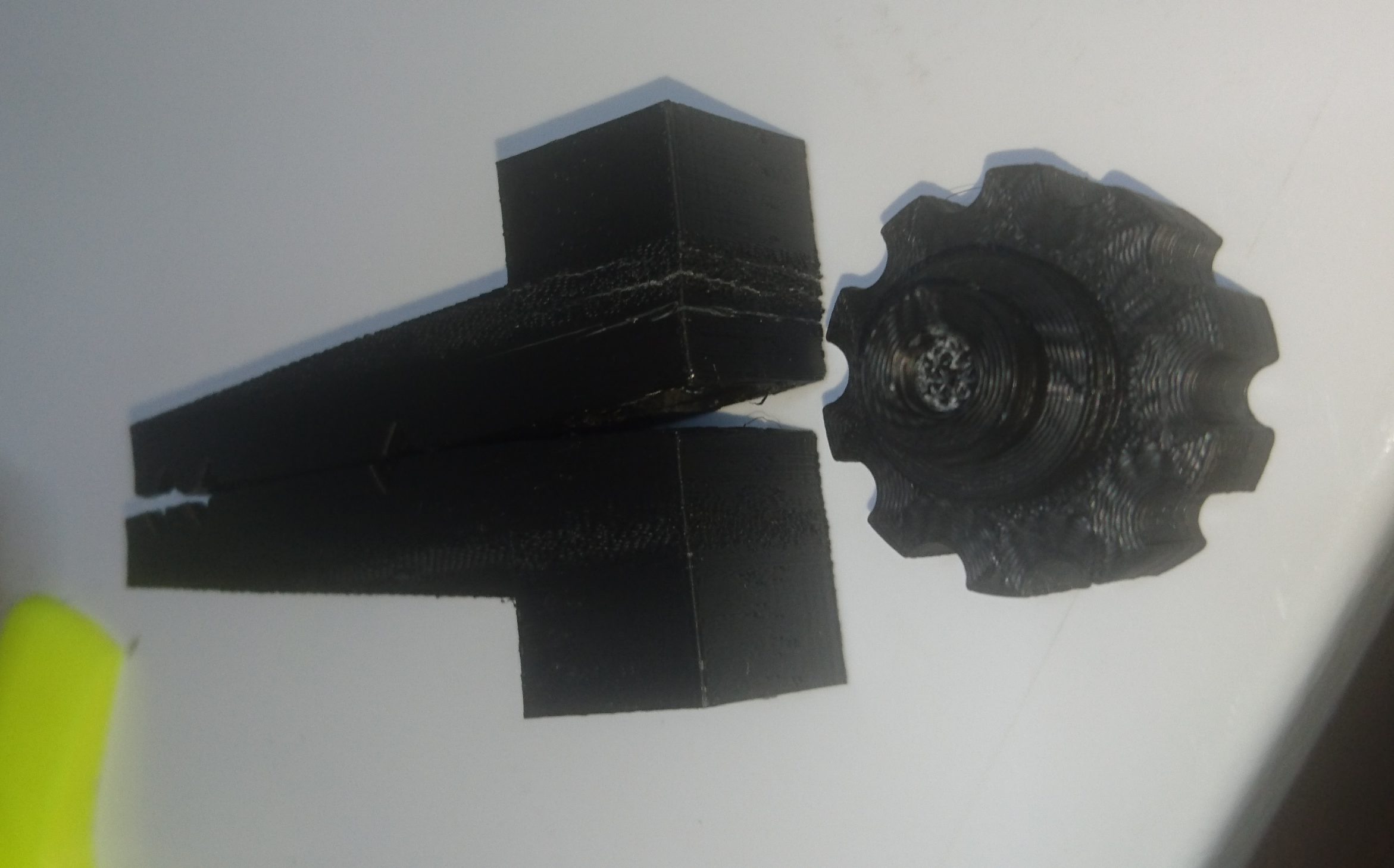 また、テーブル温度は130度まで上げて行ったのだが、このバイスの要となる左右の咥えるパーツが反ってしまいNGとなった。今回の問題になった部分は、反りと結着不足だが、結着不足の箇所は左右に取り付ける星形プラグで連結させるストッパーと回転調整用のツマミだった。根本で結合が外れて折れてしまった。
また、テーブル温度は130度まで上げて行ったのだが、このバイスの要となる左右の咥えるパーツが反ってしまいNGとなった。今回の問題になった部分は、反りと結着不足だが、結着不足の箇所は左右に取り付ける星形プラグで連結させるストッパーと回転調整用のツマミだった。根本で結合が外れて折れてしまった。
強度的にポリカーボネートに期待していたのだが、もう少し高温設定が出来るプリンターでないと、使いこなせないようだ。高性能フィラメントが色々と出て来るのだが、プリンターメカの問題と共に温度制御をしているソフトウェアの問題もありそうだ。解決するまでは、ちょっとABSに戻ってみたのだが、こちらも同様な状況になった。フローを101%に増やして層間の結合を強くしてみようか。

やはり、250度ではポリカーボネートフィラメントの活用は難しいということが分かった。同色のABSを用いて従来と同様な形で出力を終えることが出来た。



 E君は、すでに春休みに入っているので学寮からではなくて、自宅から車で里に来られている。前回、作成した基板設計に問題があったそうだ。
E君は、すでに春休みに入っているので学寮からではなくて、自宅から車で里に来られている。前回、作成した基板設計に問題があったそうだ。



 間にナットをかませたりして引き抜くことが出来ました。今回の評価が良ければ、全部付け替える予定です。
間にナットをかませたりして引き抜くことが出来ました。今回の評価が良ければ、全部付け替える予定です。