実用的なNC加工を直接試みようとすると現実的には、素材の固定やサイズなどの制限がありまた工夫が必要となります。里にあるNC加工装置は、オリジナルマインド社のQT100とCIP100あとはsmartDiysのFaboolLaserMiniです。
今回IoT装置となるものは、配電ボックスなどに用いられるタカチのケースなのですが、搭載部品となるArduinoや専用シールド基板などを内部のベース板に取り付けるための穴加工が必要となります。ほかにもいくつか取り付けるパーツはあるのですが、精度が必要なのは前述のものたちです。樹脂でできているベース板なのですが裏側にリブがあったりして実寸の穴位置加工図面を貼り付けてボール盤でトライしてもらいましたが、うまくいかないというのが経緯です。
この板自体は安いものですが、本来は現地でブレーカーなどを止付けたりするもので精度の必要な穴位置が要求されたりはしないものなのでしょう。一応メーカーサイトには加工受付のリンクもありましたので、クライアントの意向もあって見積もり問い合わせをしてみました。ざっくり追加の穴加工16箇所と材料込みで一枚の場合には7000円なりということで中間マージンもあるのでしょうが、さすがにクライアントさんの要望範囲ではなさそうなので丁重にメーカーさんにはお断りを入れつつ、数量的には100台くらいの加工までをしなければならないので再度見積もりはお願いしました。
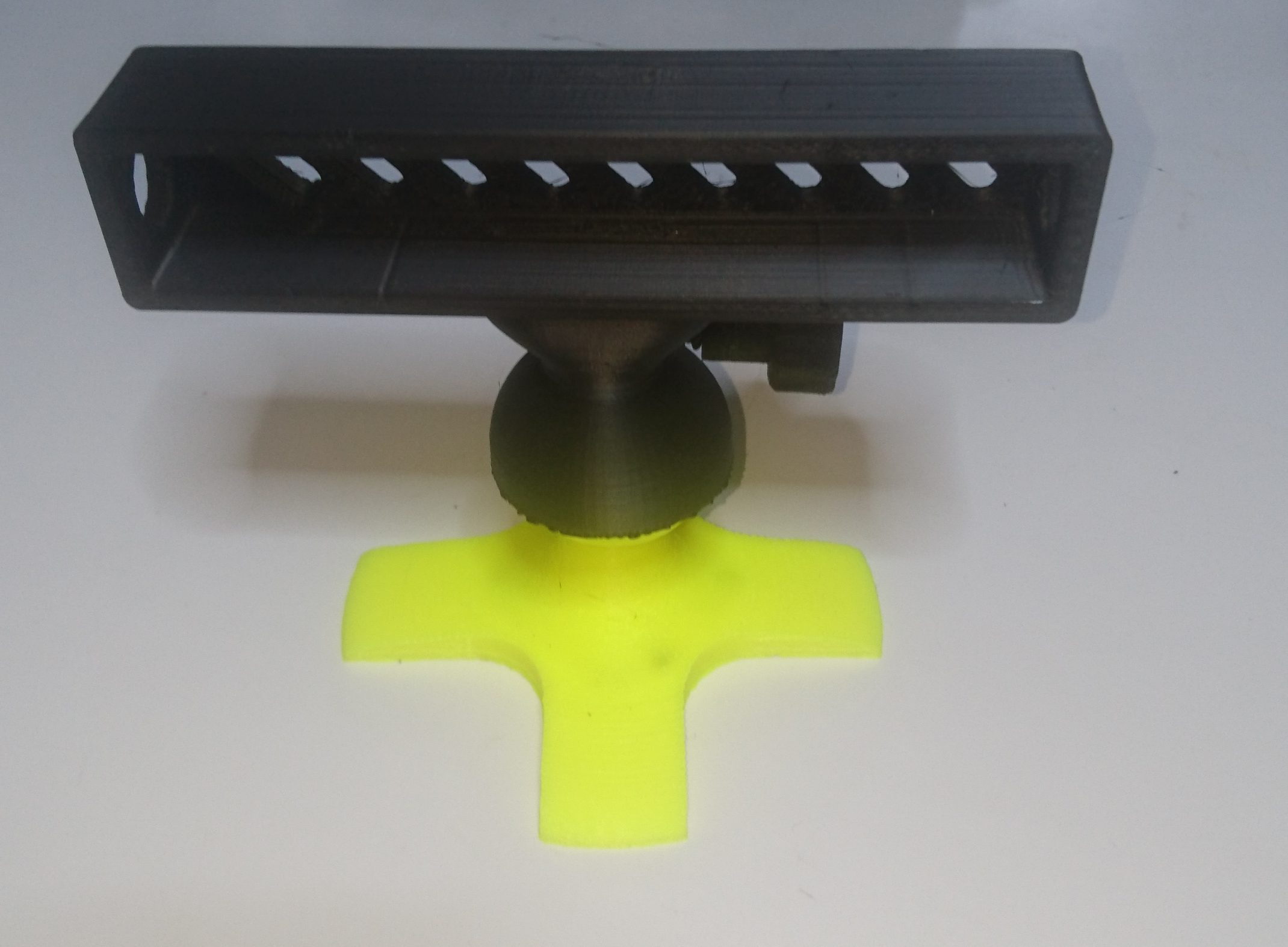
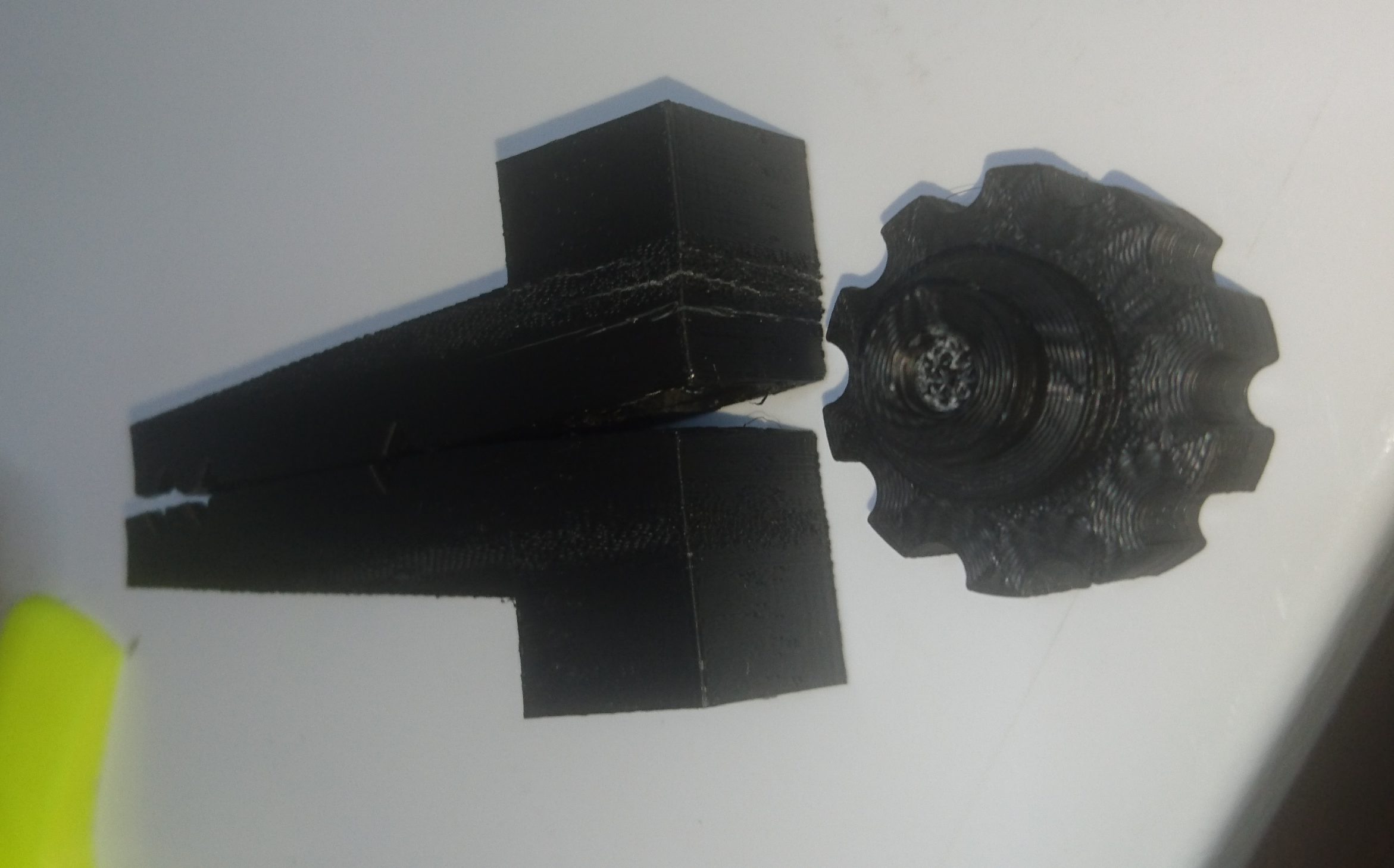
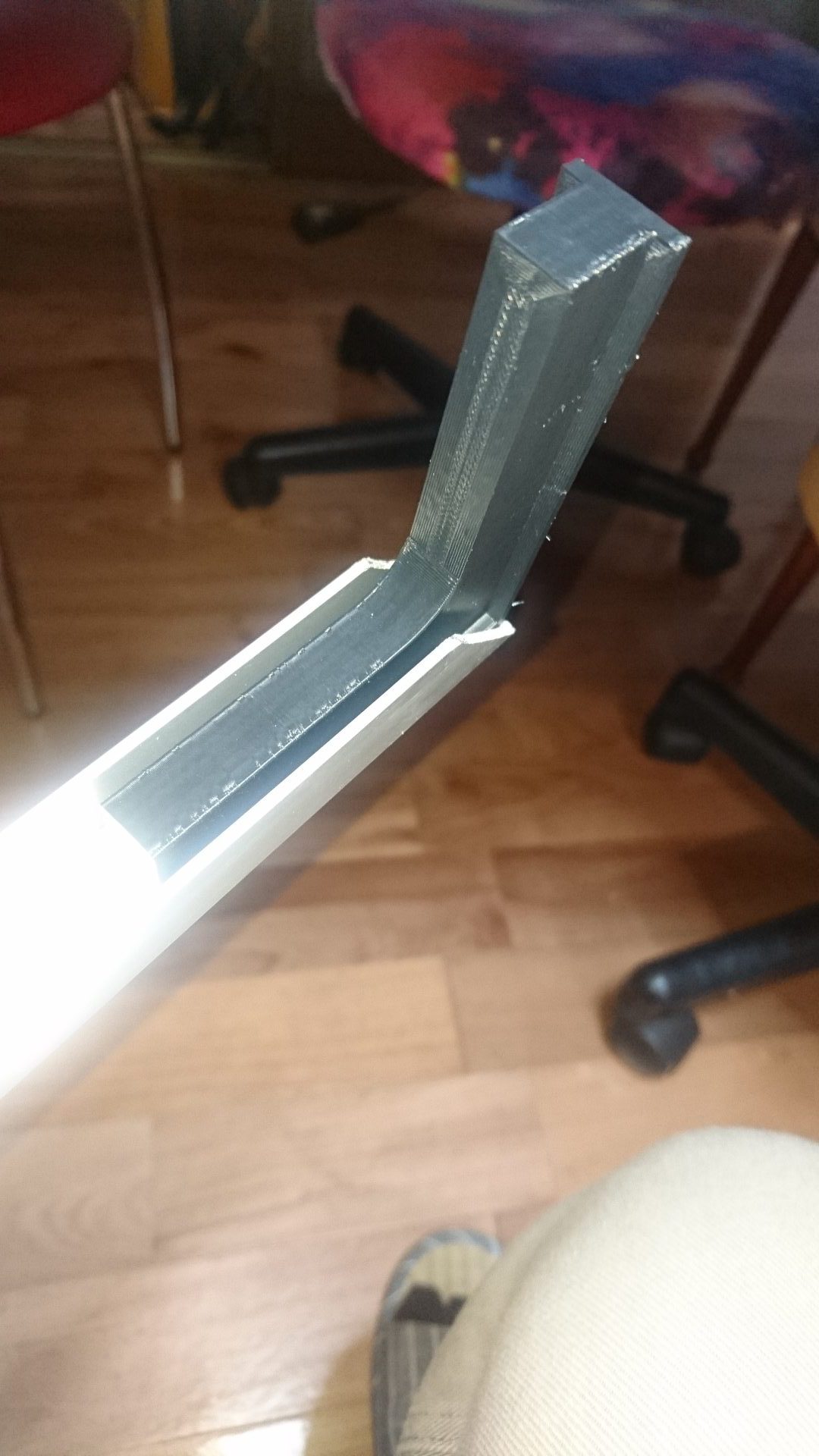
精度の必要な穴加工を実現するための冶具作りをNCで行うのが現実的かと思われましたのでガラエポ基板かアルミ板を加工してブロック単位でゲージを作り、さらに必要であれば垂直精度を助けるためのガイドパーツを3Dプリンターで作ろうというのが今回のNC加工トライアルとなります。大きなサイズのNCフライスがあればよいのですが、あいにくと160×100がサイズ制限となるので精度の必要な基板取り付け部分などのブロック単位で冶具を作ることにしました。
この週末は、その報告ができるかと思います。




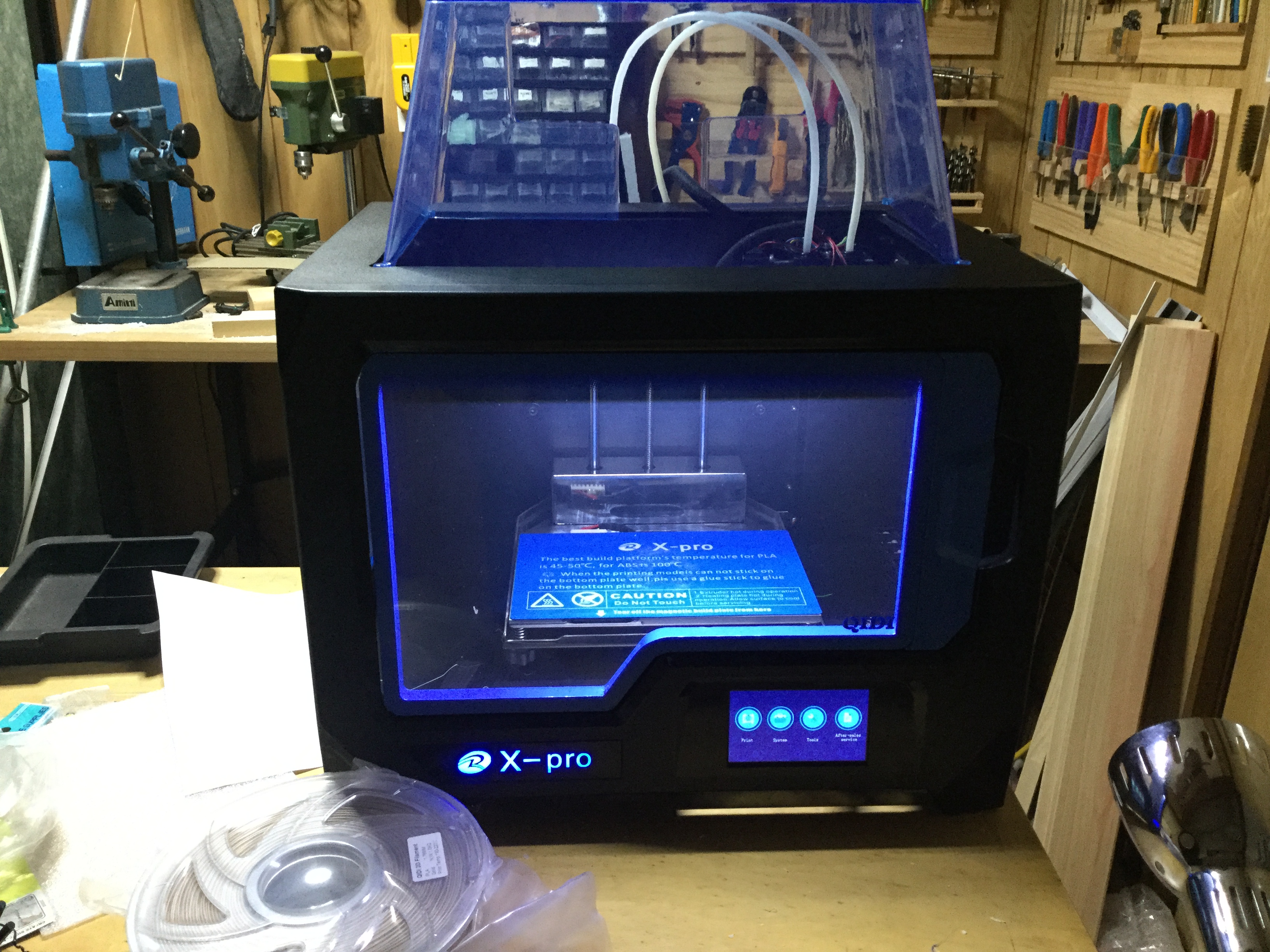
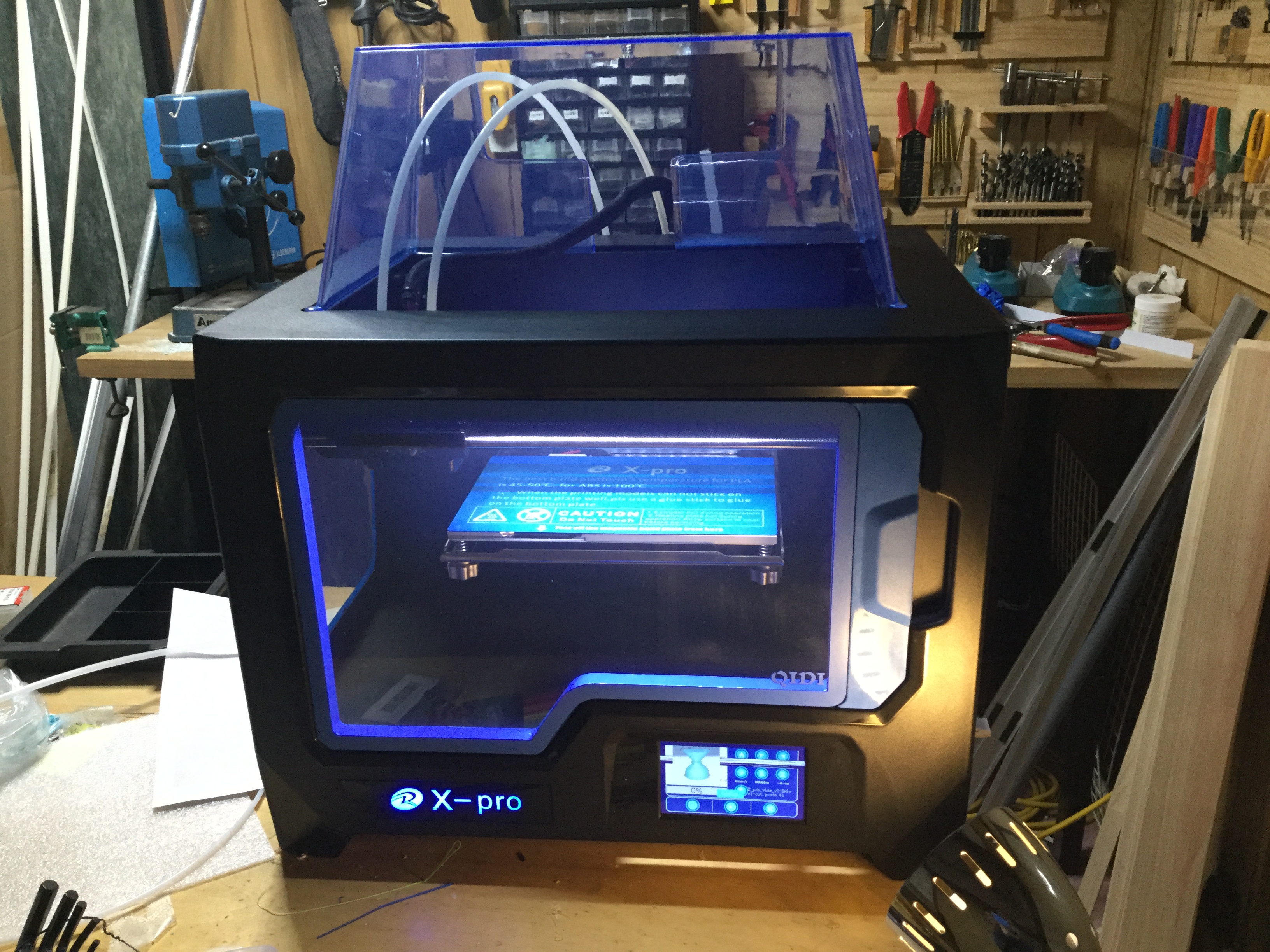
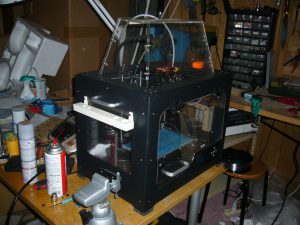 組み込みの里では三台のプリンターがあります。QIDI社のTECH1, X-ONE, X-Proです。これらのプリンターから出力を得るためにはSTLファイルやOBJファイルといった3DモデルのデータをQIDI社から提供されている
組み込みの里では三台のプリンターがあります。QIDI社のTECH1, X-ONE, X-Proです。これらのプリンターから出力を得るためにはSTLファイルやOBJファイルといった3DモデルのデータをQIDI社から提供されている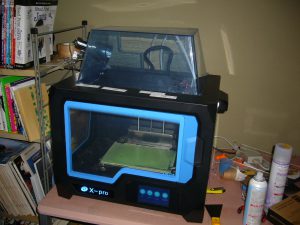 が提供するFusion360や
が提供するFusion360や す。造形設計を行う場合、旧来あった123Designは32ビット環境で動作していましたが、サポート終了となりダウンロード先はなくなりました。後継のソフトとしてはTinkercadがオンラインソフトではありますが32ビット環境でも動作します。ネット接続とアカウント登録が必要です。
す。造形設計を行う場合、旧来あった123Designは32ビット環境で動作していましたが、サポート終了となりダウンロード先はなくなりました。後継のソフトとしてはTinkercadがオンラインソフトではありますが32ビット環境でも動作します。ネット接続とアカウント登録が必要です。