ヒートベッドの温度設定ならびにフィラメント温度設定などが正しくx3gファイルに設定されないと思われる事象の発生
- PVAフィラメントの入荷で、サポート材料をPVAにしようと、まずは温度設定を振って試験データ採取をしようとしているのですが、個々に設定を変えたはずのx3gファイルを読み込ませても機体が抱えている設定が変更されないようにみえる。
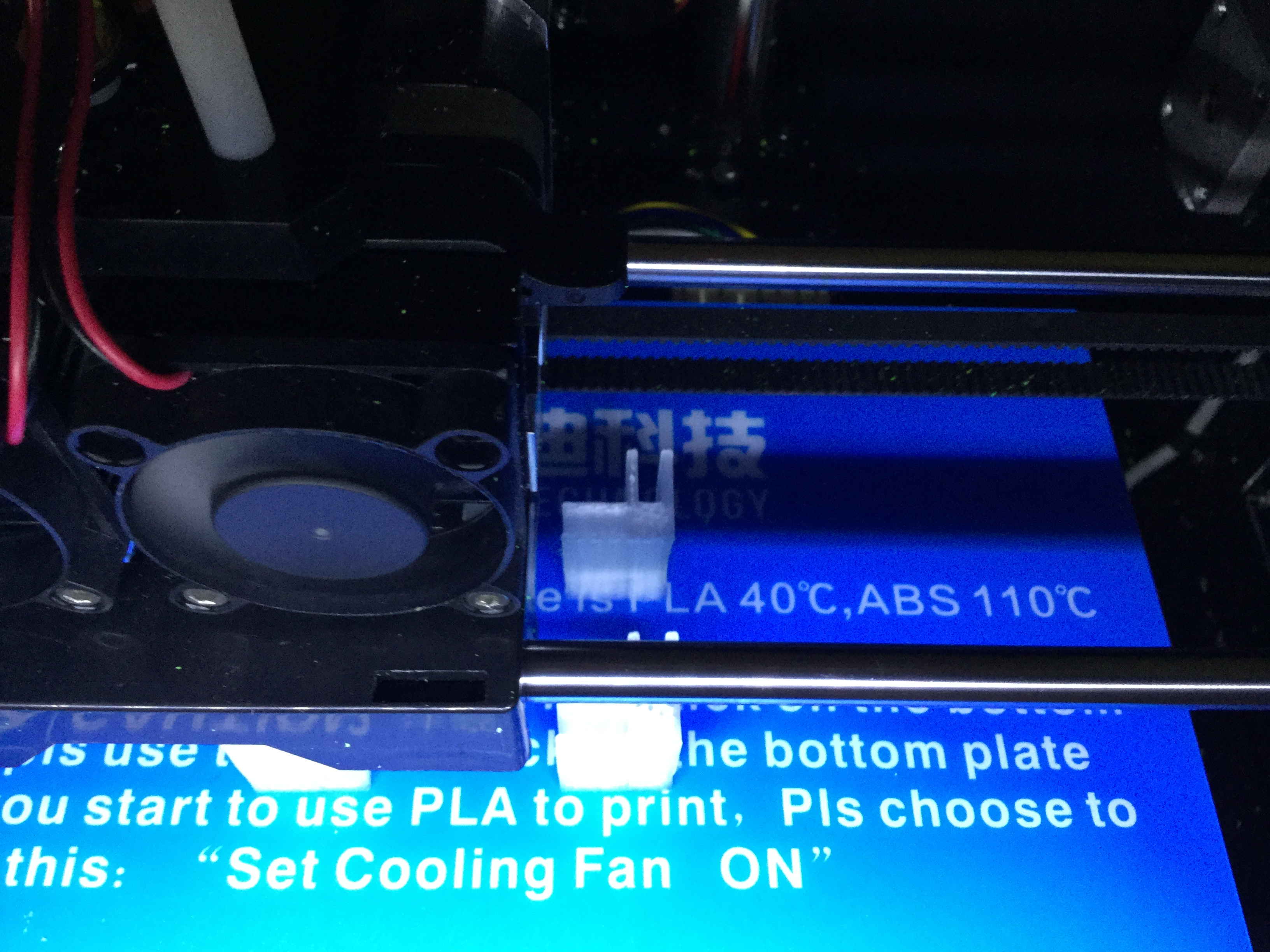
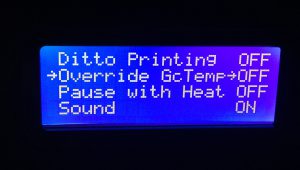
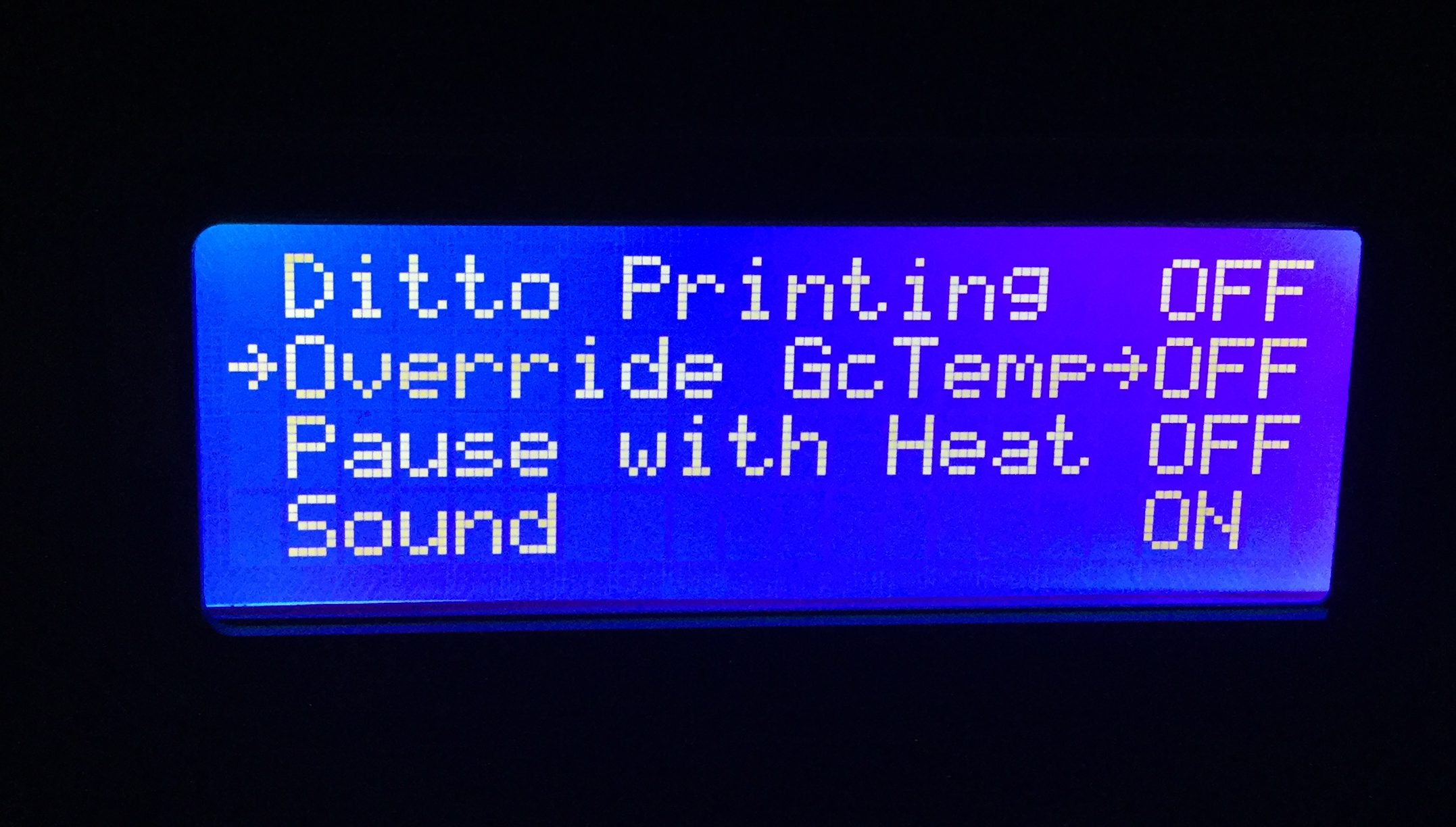
- Sailfish firmware側の設定でGcode温度設定に対してOverrideするという設定があり、これがONになっている場合には機体が抱えている設定が反映されるので、SDカードにゆだねる場合には、設定をOffにする [解決1]
- Sailfish firmware側の設定でGcode温度設定に対してOverrideするという設定があり、これがONになっている場合には機体が抱えている設定が反映されるので、SDカードにゆだねる場合には、設定をOffにする [解決1]
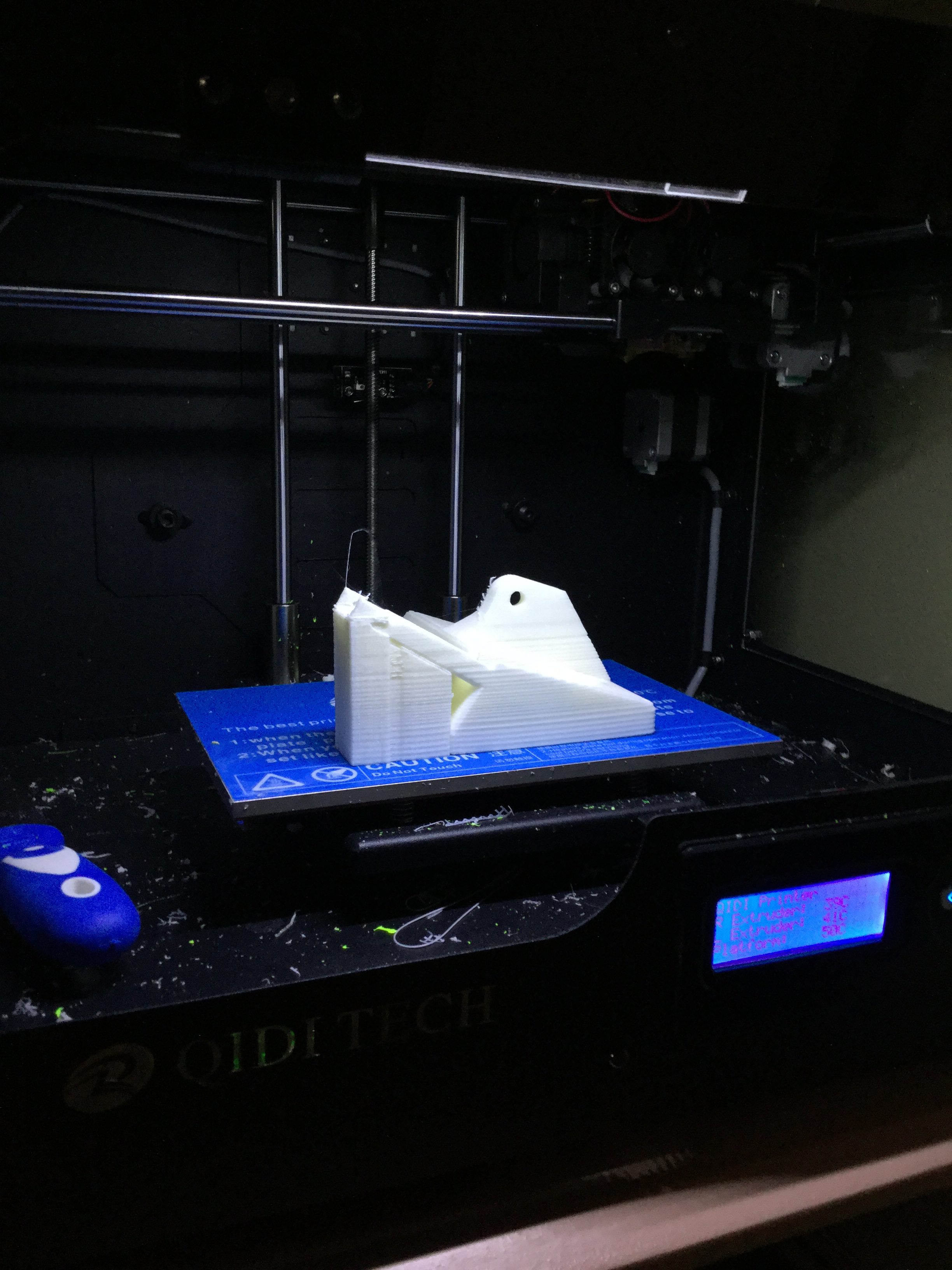
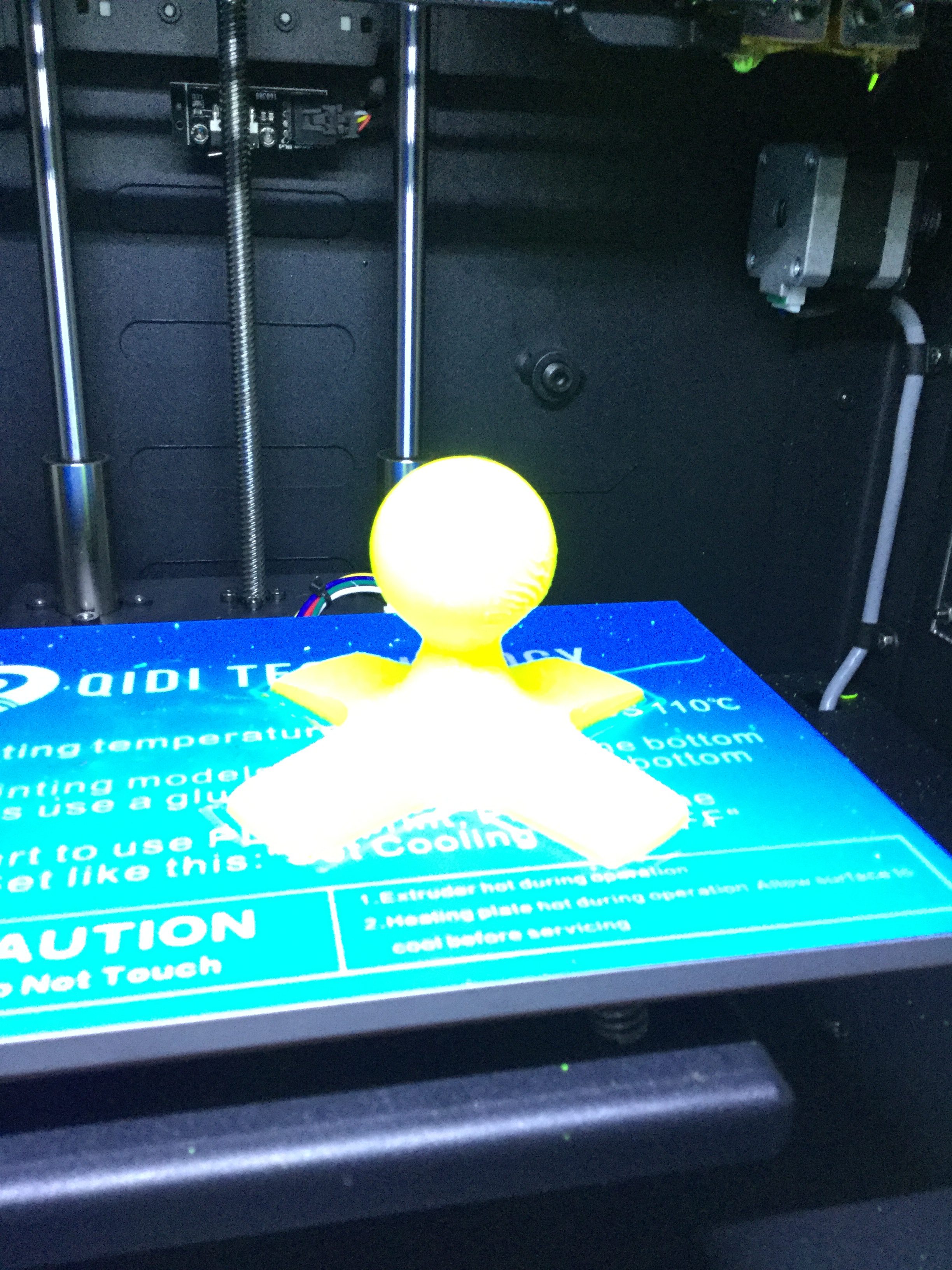
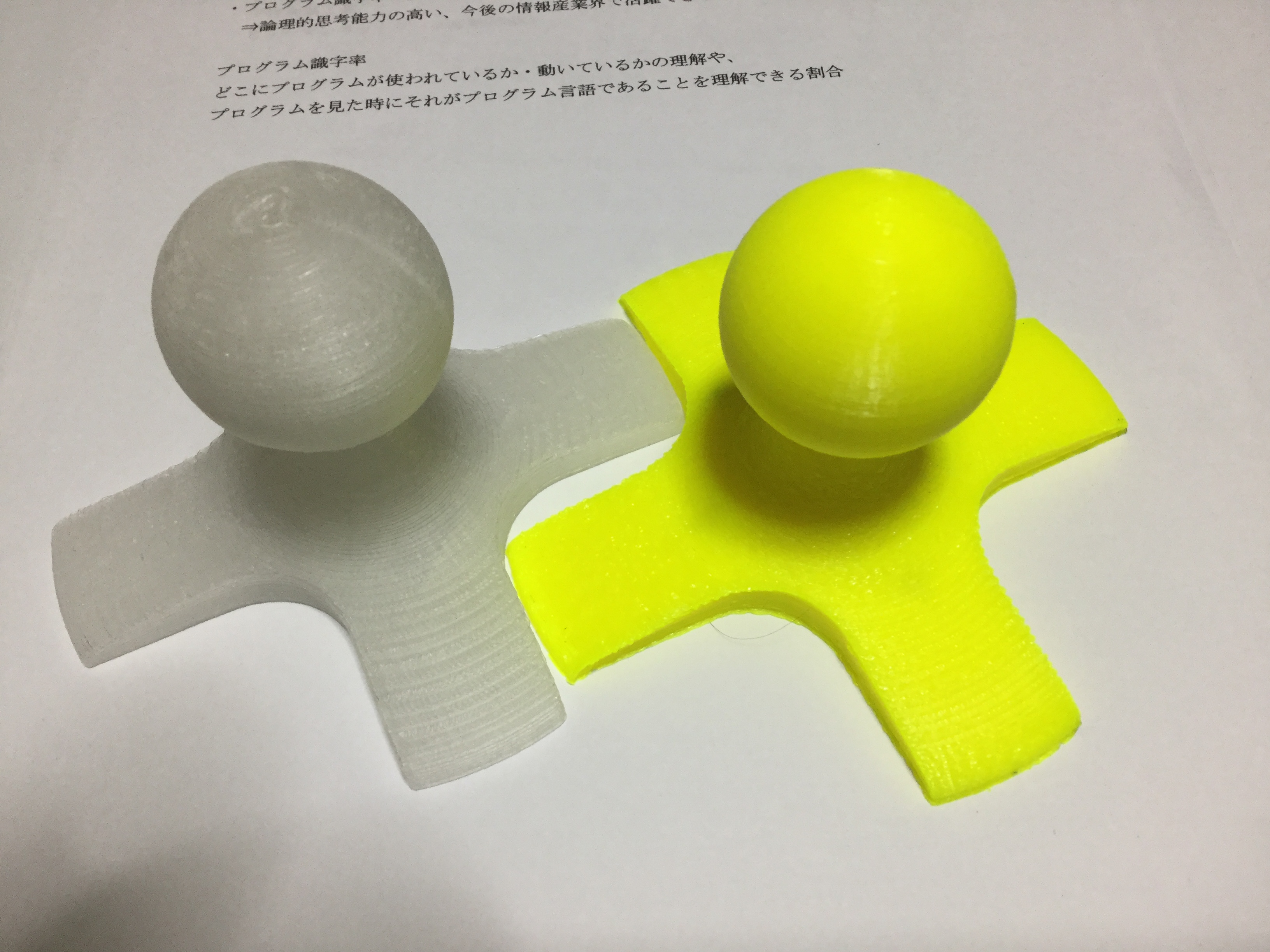
- PLA利用での出力の際には、最初のフィラメント垂れが発生するように見えて、これを回避するにはloopを形成してそこに逃がす必要がありそうなのだが、loop指定もうまく反映されないように見える。mattercontrol側の課題か確認要
- PVAフィラメントのヒートベッド設定は高温設定が不要とのことで、ABS材料とPVAフィラメントの組み合わせはダメらしいという情報もある。PLA+PVAでないと使えない可能性あり
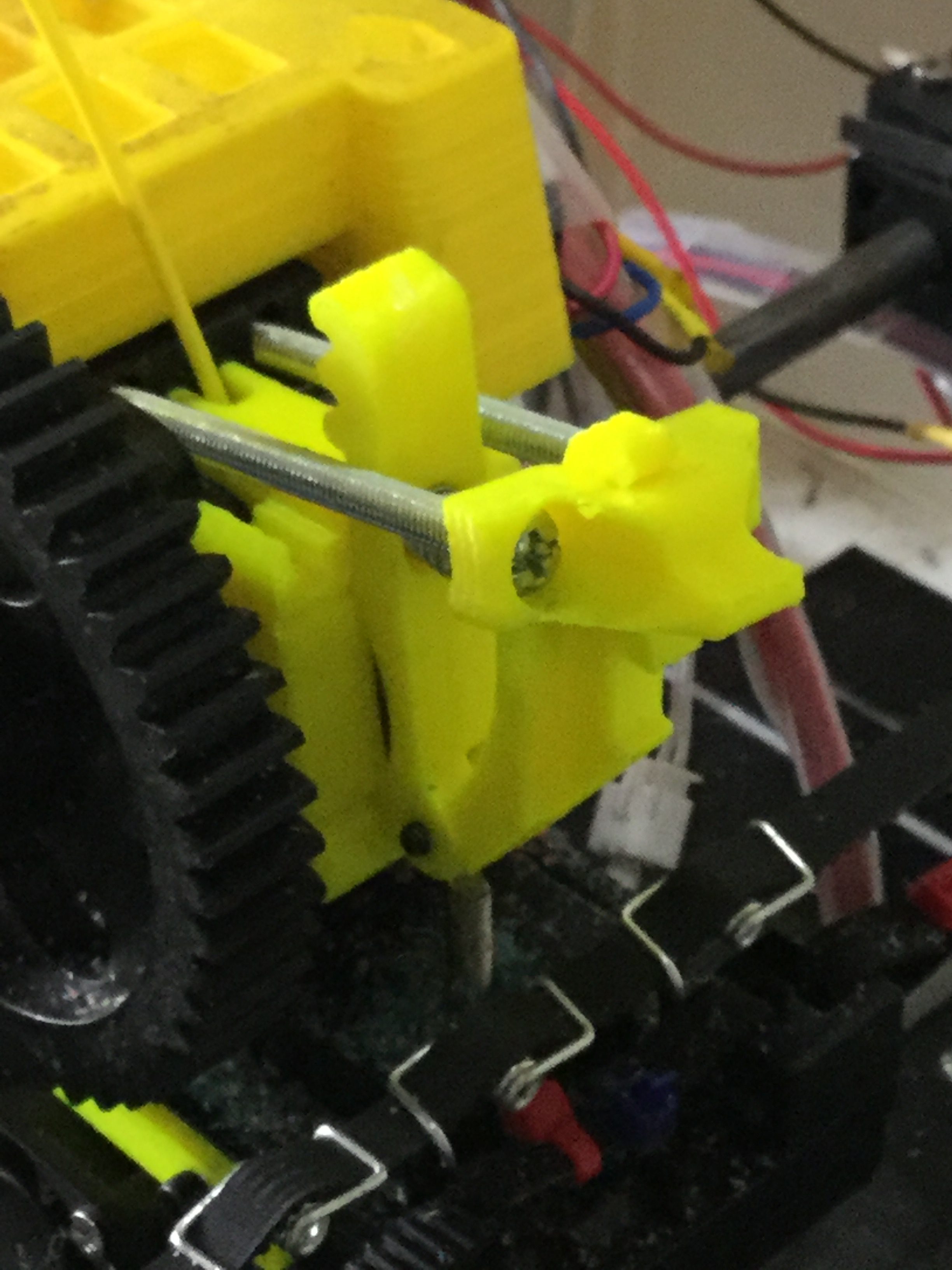
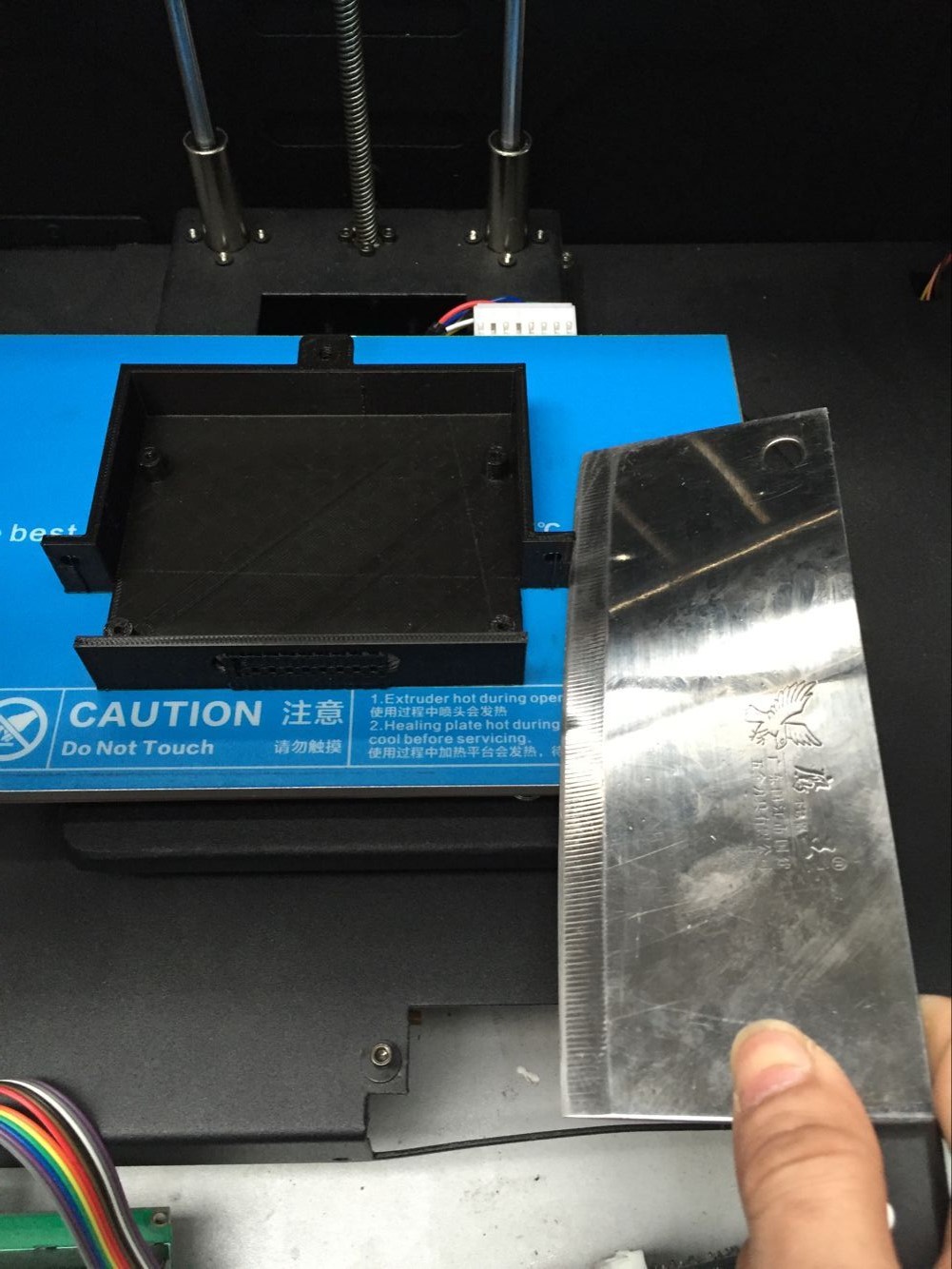
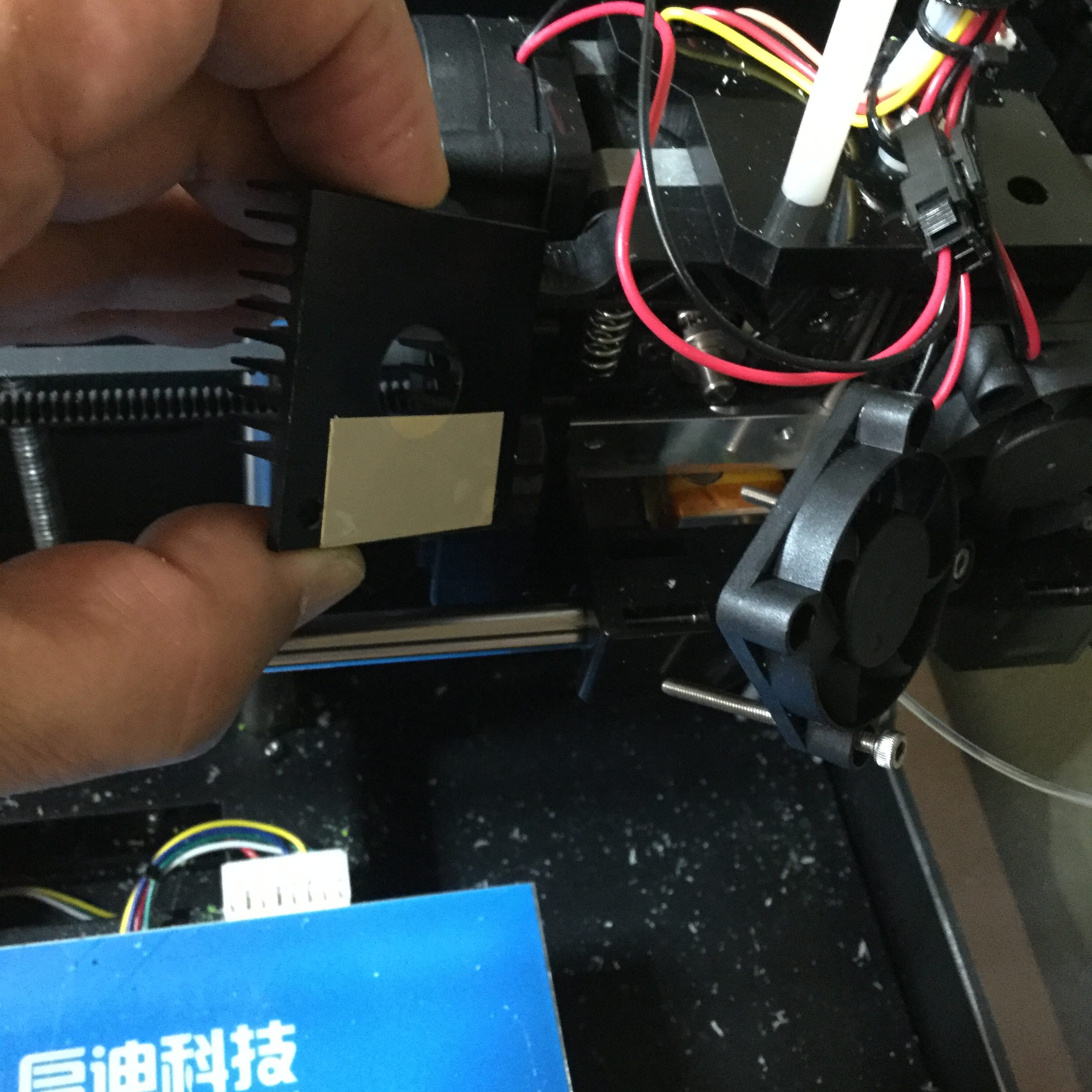
- フィラメント詰まりが起きた、どうもDualExtruderのブロックに取り付けているヒートシンクが正しく熱接触していなかったようだ。ばらしてみるとサーマルコンパウンドやグリスもなかった。ヒートシンクがついているのに片手落ちだ。
- PVAのフィラメントはノズルが詰まりやすいようだ、何か対策が必要な気がする。
もろもろ確認の一日になりそうです。予定では、細密出力のトライをしたいのですが、先は長そうだ。