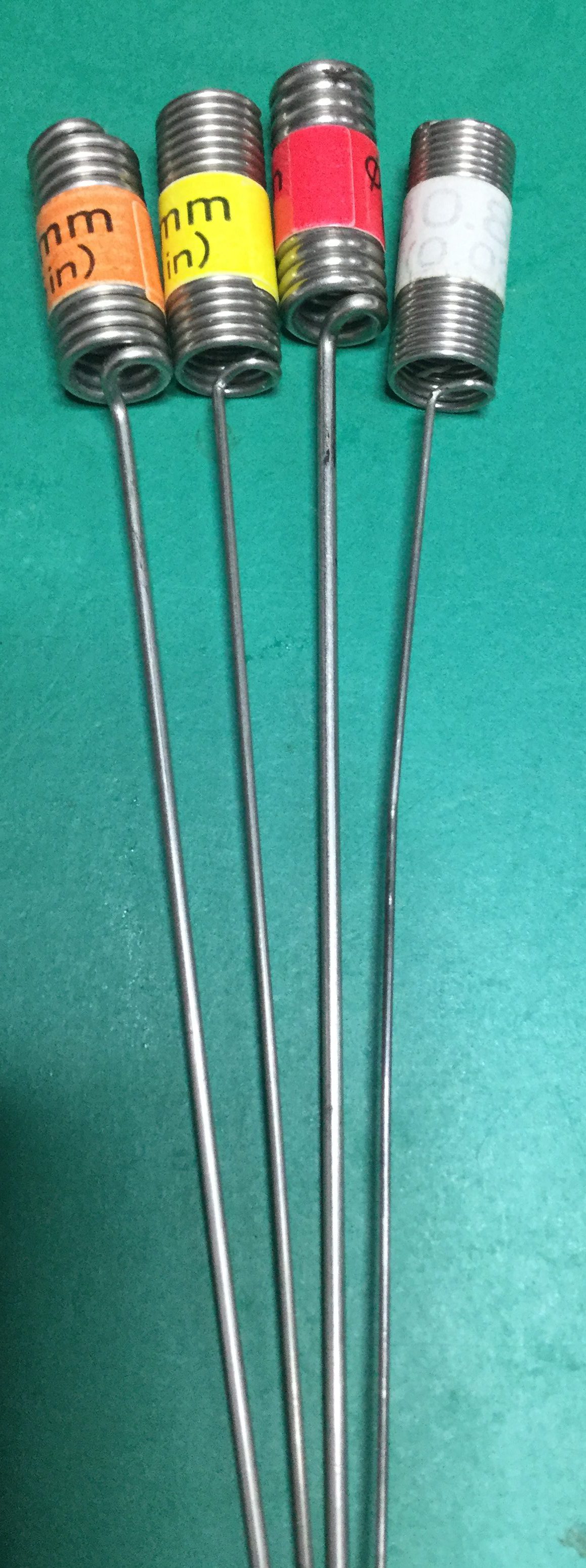
 スプリング持ち手のワイヤーで線径は0.8ミリ、1.0ミリ、1.3ミリ、1.6ミリと4種類あるのだが全部そろえると便利だ。
スプリング持ち手のワイヤーで線径は0.8ミリ、1.0ミリ、1.3ミリ、1.6ミリと4種類あるのだが全部そろえると便利だ。
実は、これは電動ポンプ式の半田吸引器のクリーニングピンだ。HAKKOだとこの四種類がそろう。
スプリング持ち手のワイヤーで線径は0.8ミリ、1.0ミリ、1.3ミリ、1.6ミリと4種類あるのだが全部そろえると便利だ。
実は、これは電動ポンプ式の半田吸引器のクリーニングピンだ。HAKKOだとこの四種類がそろう。
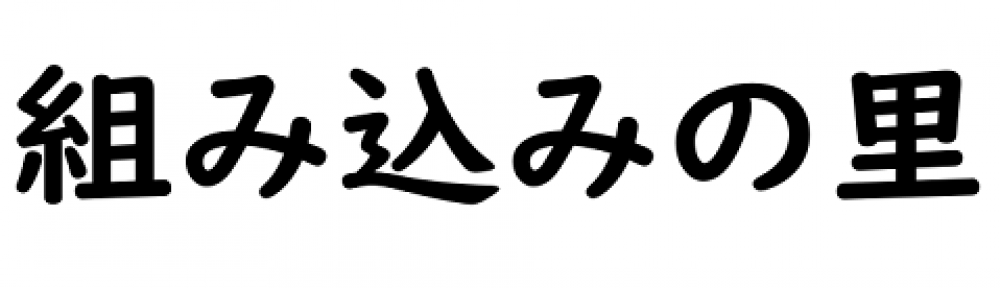
 組み込みの里では、割安なフィラメントを購入するようにしているので毎回スプールサイズがまちまちだったりする。およそ1kGのフィラメントも径や厚みが多彩だが、今回はスプール径が大きいもので、写真でいう右側のものだ。
組み込みの里では、割安なフィラメントを購入するようにしているので毎回スプールサイズがまちまちだったりする。およそ1kGのフィラメントも径や厚みが多彩だが、今回はスプール径が大きいもので、写真でいう右側のものだ。
このサイズだとガイドチューブの配置からフィラメントのフィード時の動作としてからがってしまいフィードが止まってしまう事態が起きてしまった。フィードが止まってしまうとフィラメントドライブギアがカスを作り出して詰まってしまいこまった事態になってしまう。掃除は大変だし、時間のかかる出力が失敗したりすることも含めて影響は甚大だ。
対策としてはスプールを逆に設定するようにした。
この問題は、メジャーな課題のようでスプール依存性からの解決に向けてPTFEのチューブ固定位置を空間に移動する形で、先人たちがパーツを作られていた。このプリンターはCreator ProのCloneマシンなので、良くも悪くもコピーされて再現しているということだった。となりのマシンのスプールを借りて、スプールガイドパーツを作成することにした。この現象が起きたのは、透明のフィラメントが切れて、白色に移行したことで発生していたのだった。
 隣のマシンのスプールを利用して十分な空間をあけて、そのスプール問題対応パーツを作成しているのはブートストラップしている状況といえるかもしれない。
隣のマシンのスプールを利用して十分な空間をあけて、そのスプール問題対応パーツを作成しているのはブートストラップしている状況といえるかもしれない。
フィラメントガイドの補助部品を作ってスプールに対して中央の位置で引き取るようになった。左がオリジナルで、右がパーツ追加後である。
少し大きな部品を作ることで安定になったかどうかはひきつづき評価します。
 左側は処置前
左側は処置前
右側は処置後
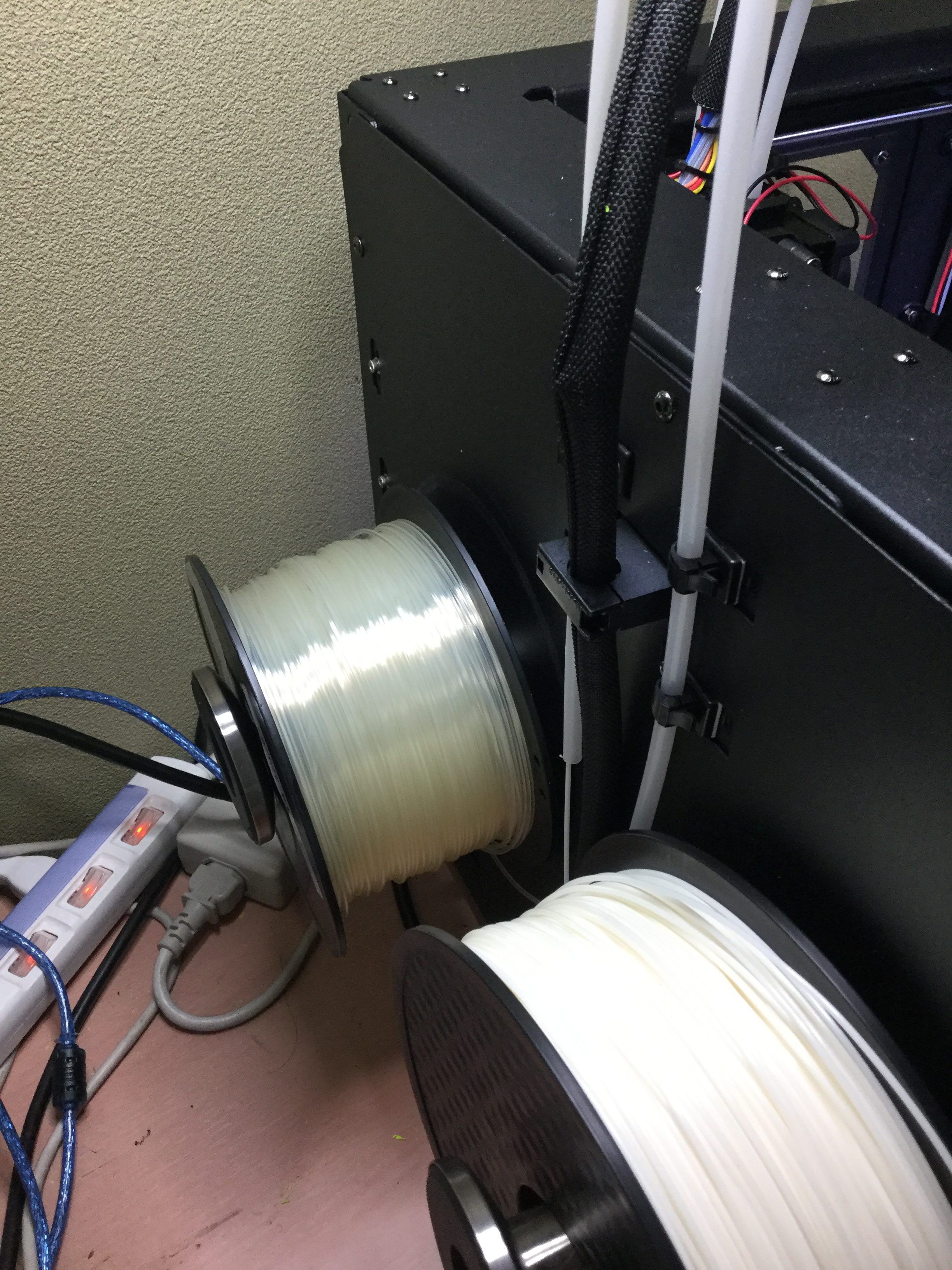
 出力に要した時間は、内部サポートもあり11時間あまりでしたが、翌朝無事にトラブルなく完了しました。このサポートに隠れている部品で、古いプリンターの制御パネルをずらして配置することが出来ました。双方のプリンターがABS出力などで恒温状態で出力できるようになりました。
出力に要した時間は、内部サポートもあり11時間あまりでしたが、翌朝無事にトラブルなく完了しました。このサポートに隠れている部品で、古いプリンターの制御パネルをずらして配置することが出来ました。双方のプリンターがABS出力などで恒温状態で出力できるようになりました。
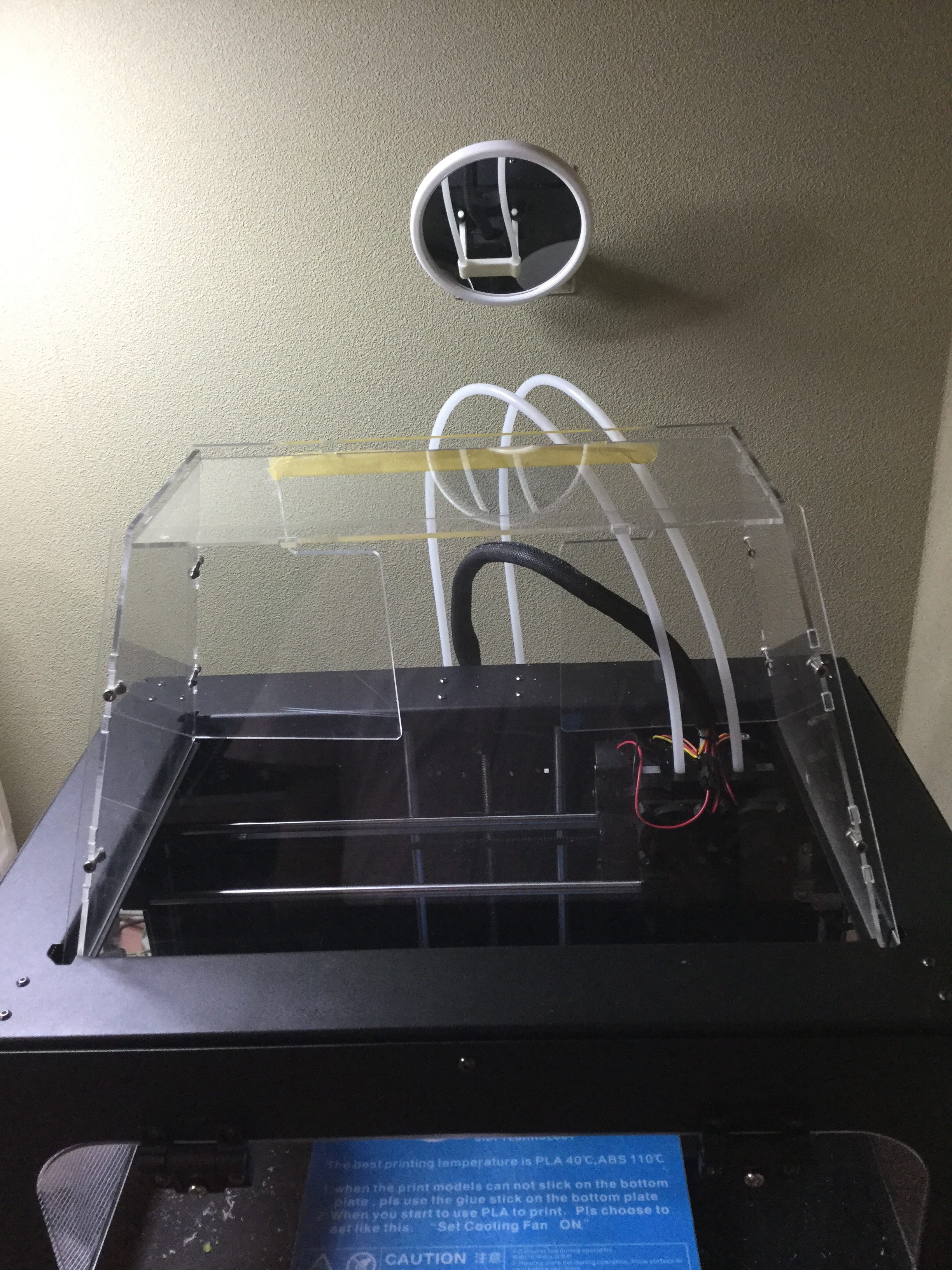 フィラメントの具合が確認できるように壁にミラーを取り付けました。今日からはPVAフィラメントをセットしてみます。
フィラメントの具合が確認できるように壁にミラーを取り付けました。今日からはPVAフィラメントをセットしてみます。
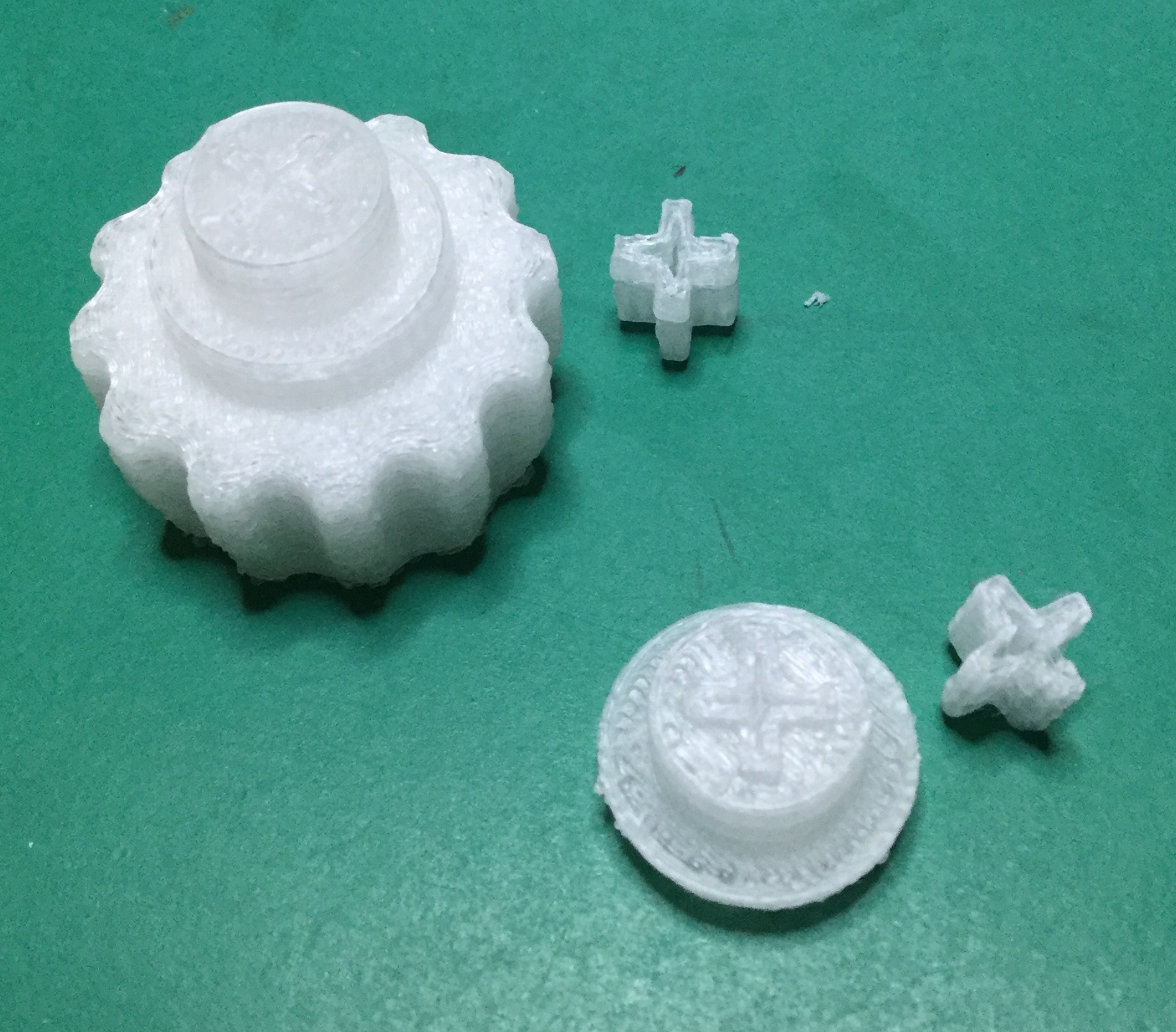


 左の写真は、最近斡旋しているミニバイスのノブだが、十字鍵の結合部で顎を動かす螺子を回すわけだが、螺子の勘合未調整とはいえ鍵の部分が折れてしまうという事例が発生している。
左の写真は、最近斡旋しているミニバイスのノブだが、十字鍵の結合部で顎を動かす螺子を回すわけだが、螺子の勘合未調整とはいえ鍵の部分が折れてしまうという事例が発生している。
この構造自体は、Robo3D以来続けてきたものだが、この事例のようなことは発生していなかった。プリンターとしての差分の観点からみればフィラメントノズルの径が0.6mmから0.4mmに減ったこともあり充填率100%と差はないはずだが、こわれた断面をみると隙間が見えていて、必ずしも計算された充填率と実際の充填率には差が起きてしまうようだ。
Mattercontolのスライサー設定には、フィラメントの送り量についての調整パラメータがあって1.1から0.9の範囲でいじれるので、これを増やして状況をみてみたいと思う。
また強度差分につながるかどうかは不明なのだがパーツ出力において複数部品の同時出力を行ったことも要因となっているかもしれない。壊れた部品については、単体出力と共に、フィラメント送り量の増加、出力層を0.1mmに減らして層間の密着性を高めてみるということをトライしてみる。
左側がフィラメント送り量がDefaultで右側がフィラメント送り量を5%増しで0.1mmの厚みで出力をしたところ。明らかに空気?がないような透明に仕上がっていて強度は高まったようだ。
十字鍵の部分もあふれかえる状態だ。5%増しは多すぎたかと思われます。こうした状況の場合は、樹脂にアセトンをかけて柔らかくした状態で勘合させて固める戦略でいけます。
新型プリンターが来て、3Dプリンターの二台体制になると、使い勝手の差で改善できるものは改善したいということが鮮明になる。
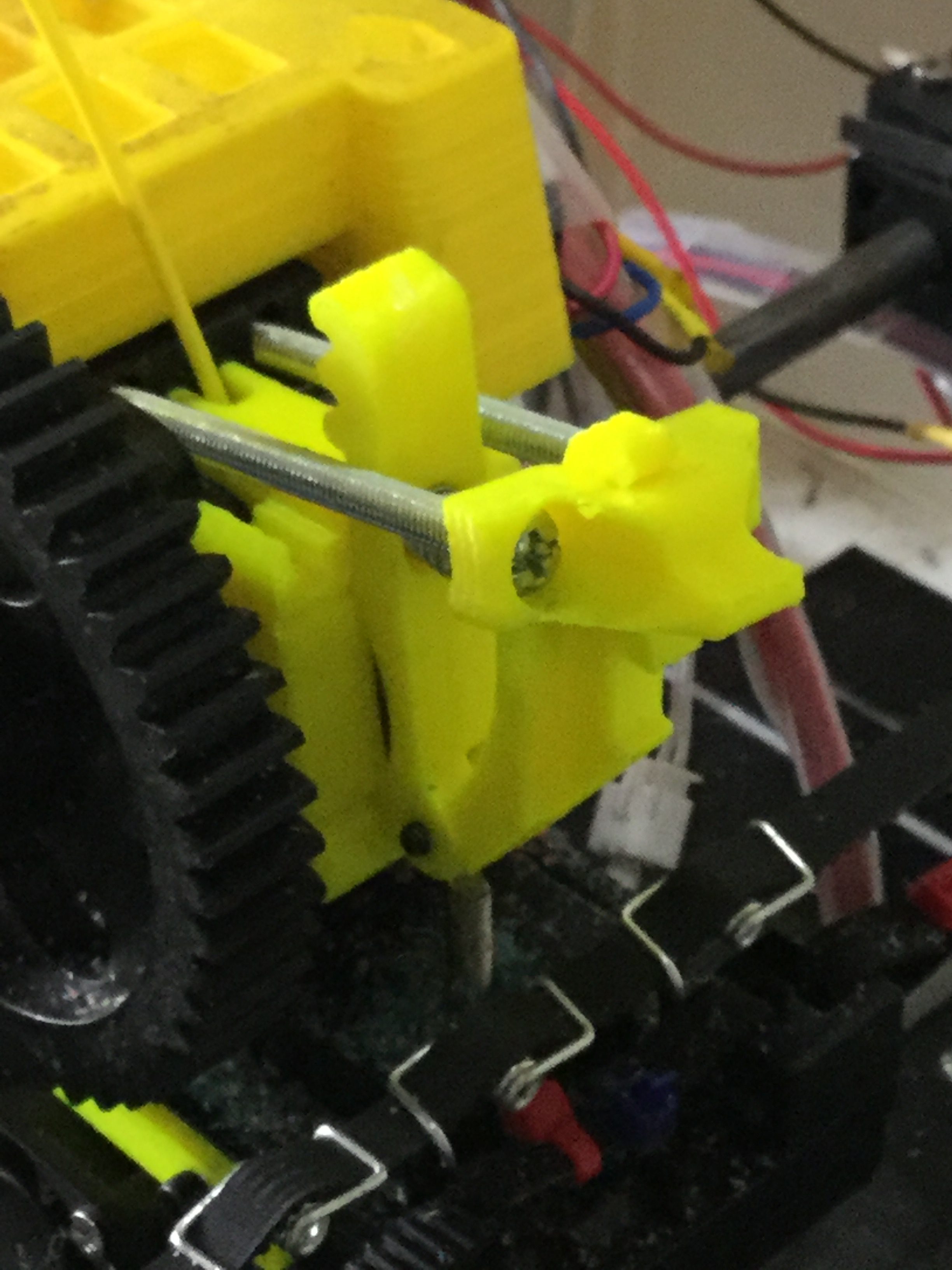
フィラメント交換において、エクストルーダーに対してフィラメントを押し付けるネジの開け閉めならびに、その際に飛んでしまった場合のワッシャー収拾のわずらわしさなどがRobo3Dには残っていたので、レバーで交換出来るQIDITECHのプリンターと同様な形にしようということになり、適当な先人達の成果を探したところよさそうなQuick Filament 交換対応という工作が出てきた。
こ゛
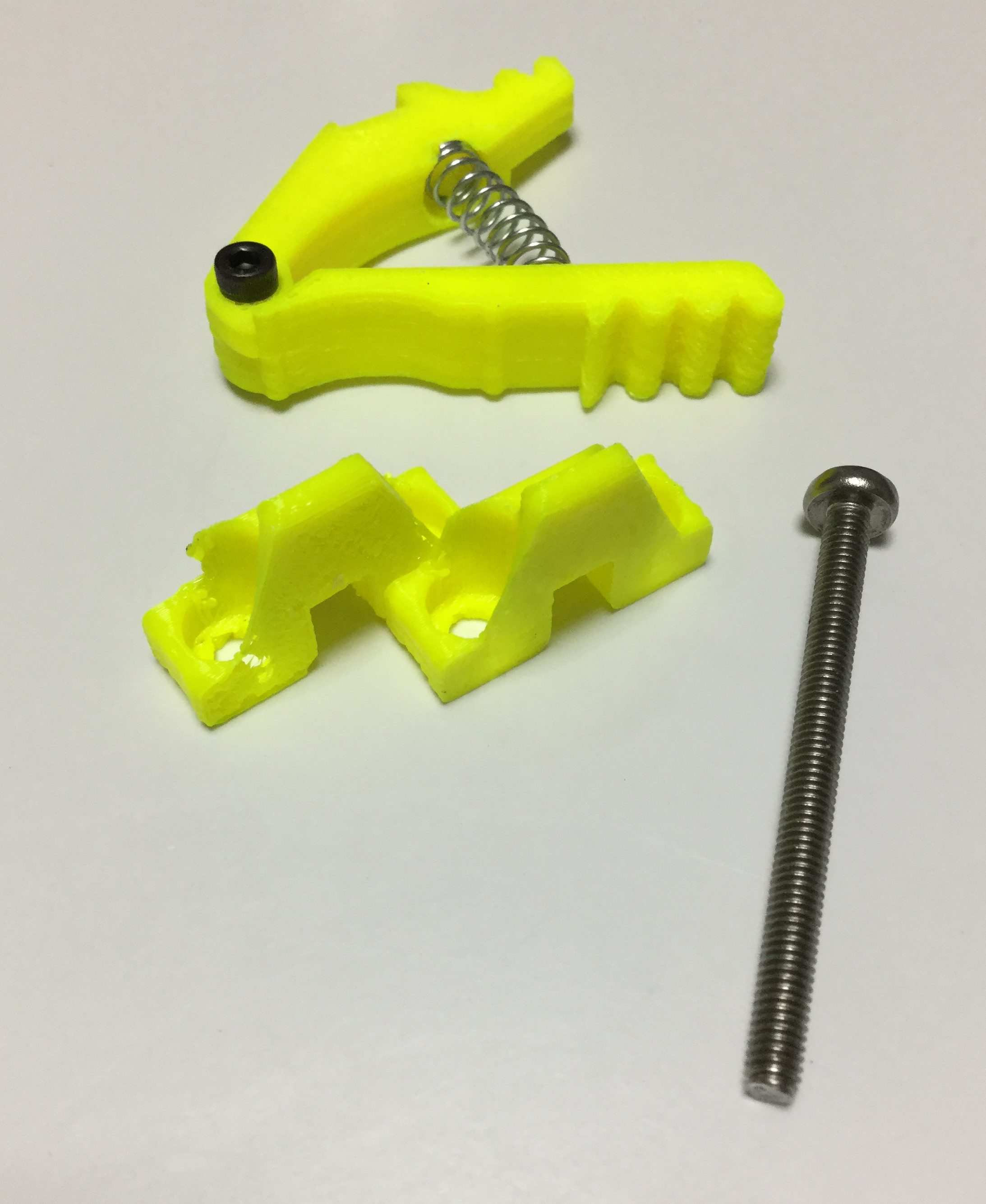 そして、新型プリンター側でABSを使って部品を出力してみました。生憎とM4の長いビスと書かれていたものが50mmでは不足していることが判明して70-80mmのビスを買ってきます。
そして、新型プリンター側でABSを使って部品を出力してみました。生憎とM4の長いビスと書かれていたものが50mmでは不足していることが判明して70-80mmのビスを買ってきます。
また、洗濯バサミのような上の部品にたいしてM4のビス二本を通した下の部品をひっかけて使うのですが、下右側の部品はオリジナルのまま出力しましたがサイズの差からビスを通すと穴径が小さくてフィラメントによる積層が割れてしまいました。経験値として学んでいたことでしたが、忘れていました。2%のサイズ増しをこうしたパーツには適宜適用することで解決しました。下左がそうして出来た部品です。
3Dプリントで作成する部品は、こうした精度が気持ちよいので、印刷で派生するいくつかの誤差については理解してあらかじめ対策をすることが、低価格の3Dプリンターを使いこなしていく要のように感じます。
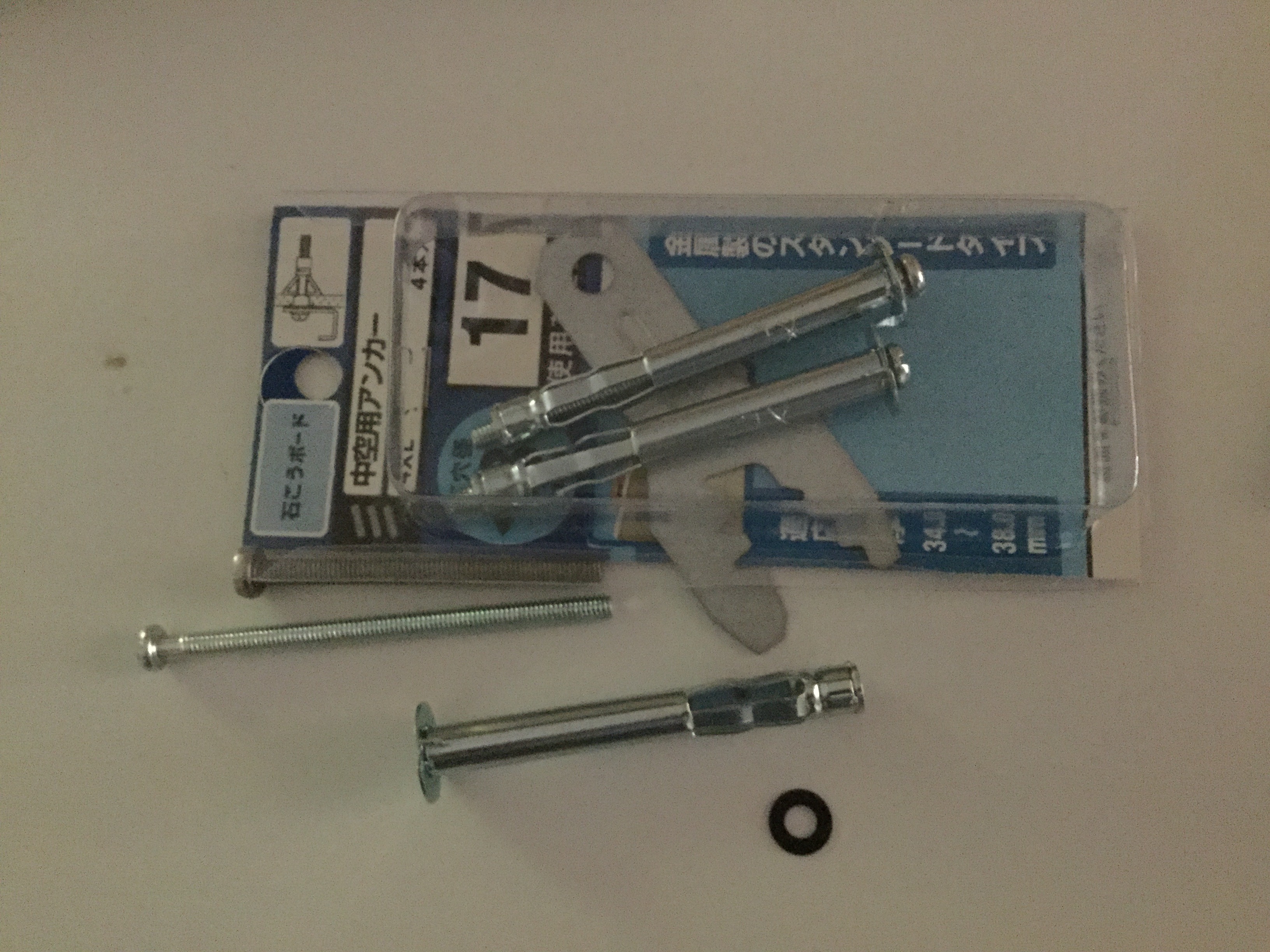 生憎とホームセンターであったM4は、50mmまでで、壁に止めつける部品の中にM4 64mmのネジを見つけるのがやっとだった。しかし、これでも長すぎるようで切る羽目にはなった。
生憎とホームセンターであったM4は、50mmまでで、壁に止めつける部品の中にM4 64mmのネジを見つけるのがやっとだった。しかし、これでも長すぎるようで切る羽目にはなった。
収まり具合からするとよさそうなのだが、ビデオで見れる状況とは異なるので、まだ何か考え違いかベースの部品も改造がいるのかもしれないようだ。
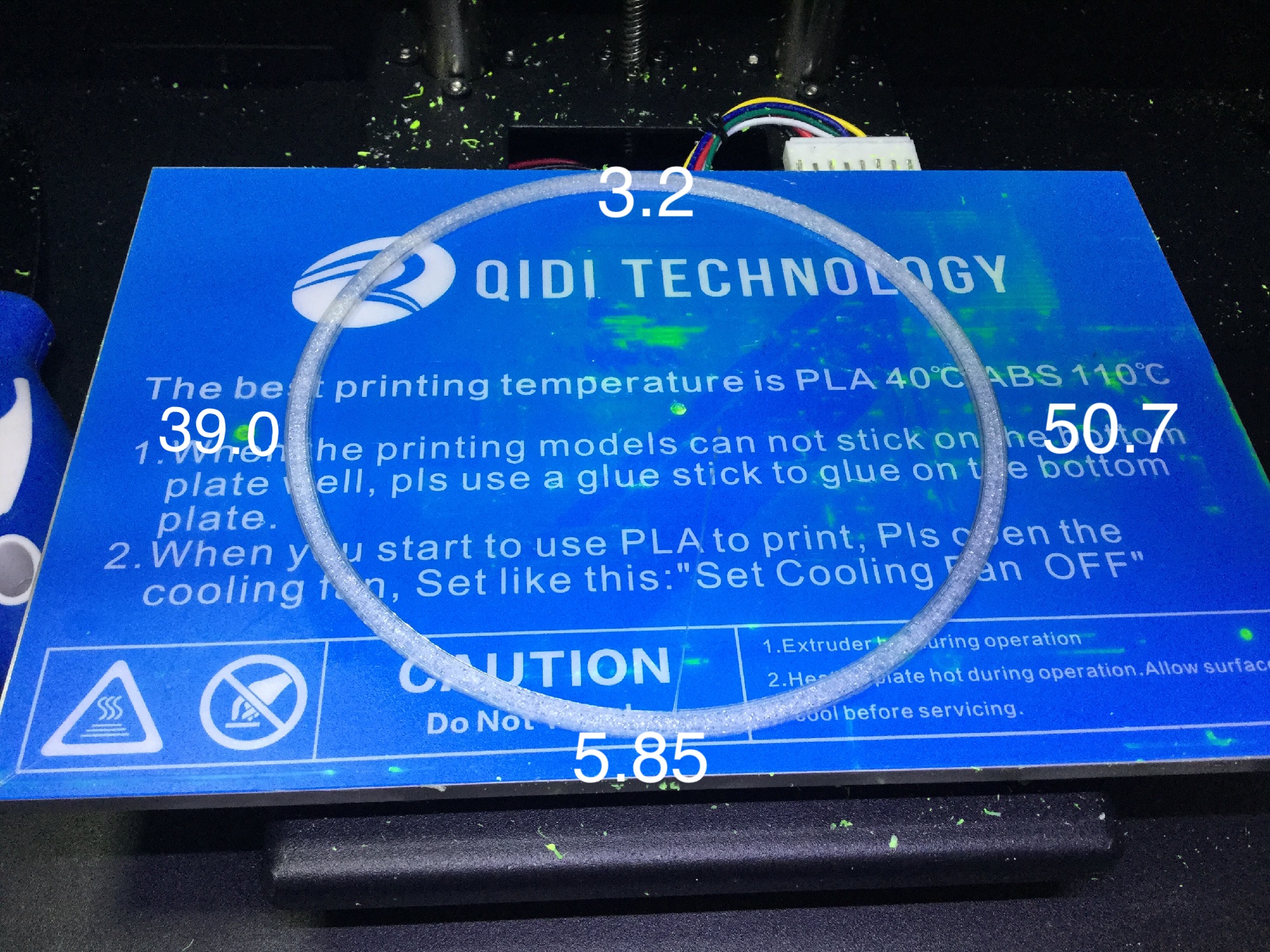 位置調整の目的で、サークル校正用出力データをプリントしてプラットホーム周囲からの距離を計測しています。
位置調整の目的で、サークル校正用出力データをプリントしてプラットホーム周囲からの距離を計測しています。
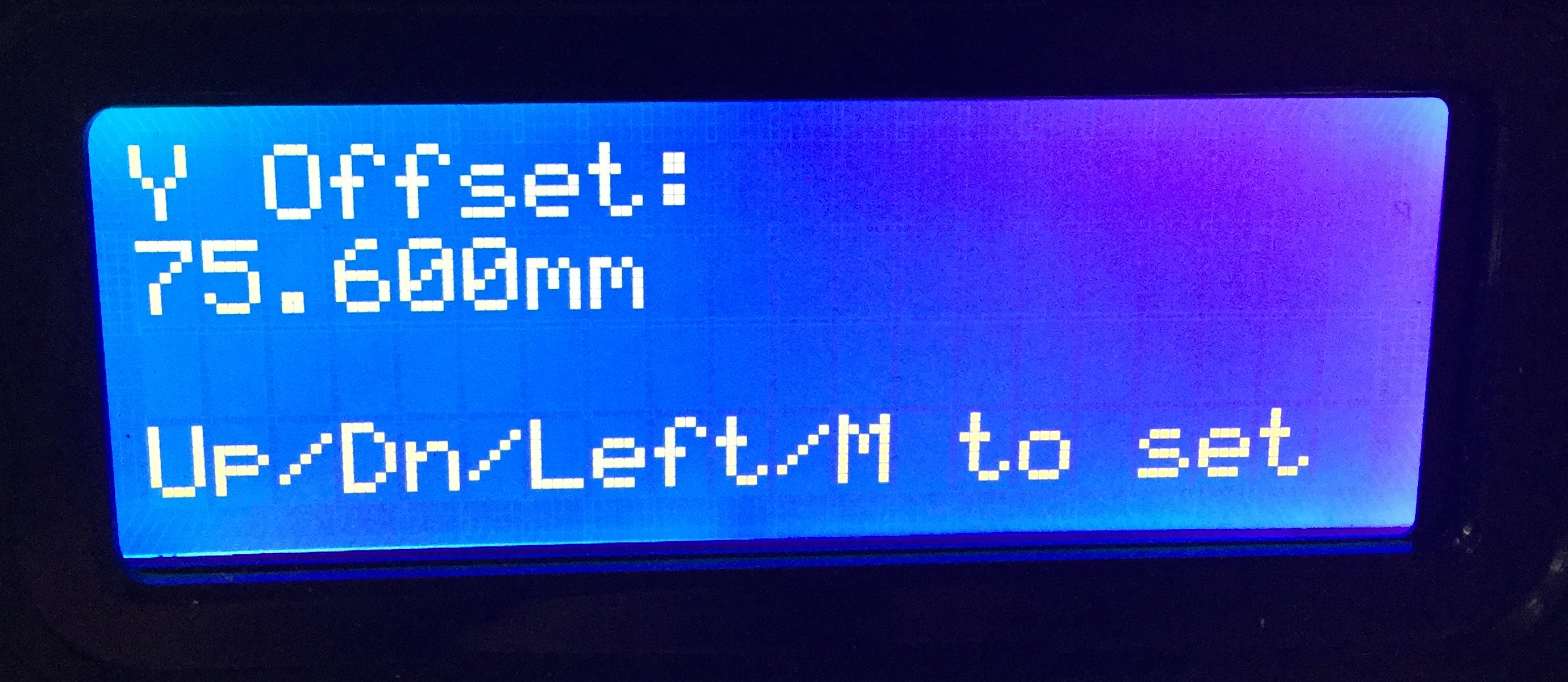
このズレをHome Offsetパラメータ(Sailfish Firmware)設定に反映すればよいという理解でトライしています。
ほぼ現在の位置でも入っていると思われますが印刷開始時点でヘッドが左に振った際に大分当たっていることからも、この結果は正しく、まだズレているという認識です。現在のOffset値はsailfish firmwareのサイトから持ってきた値です。
X home offset 152
Y home offset 75
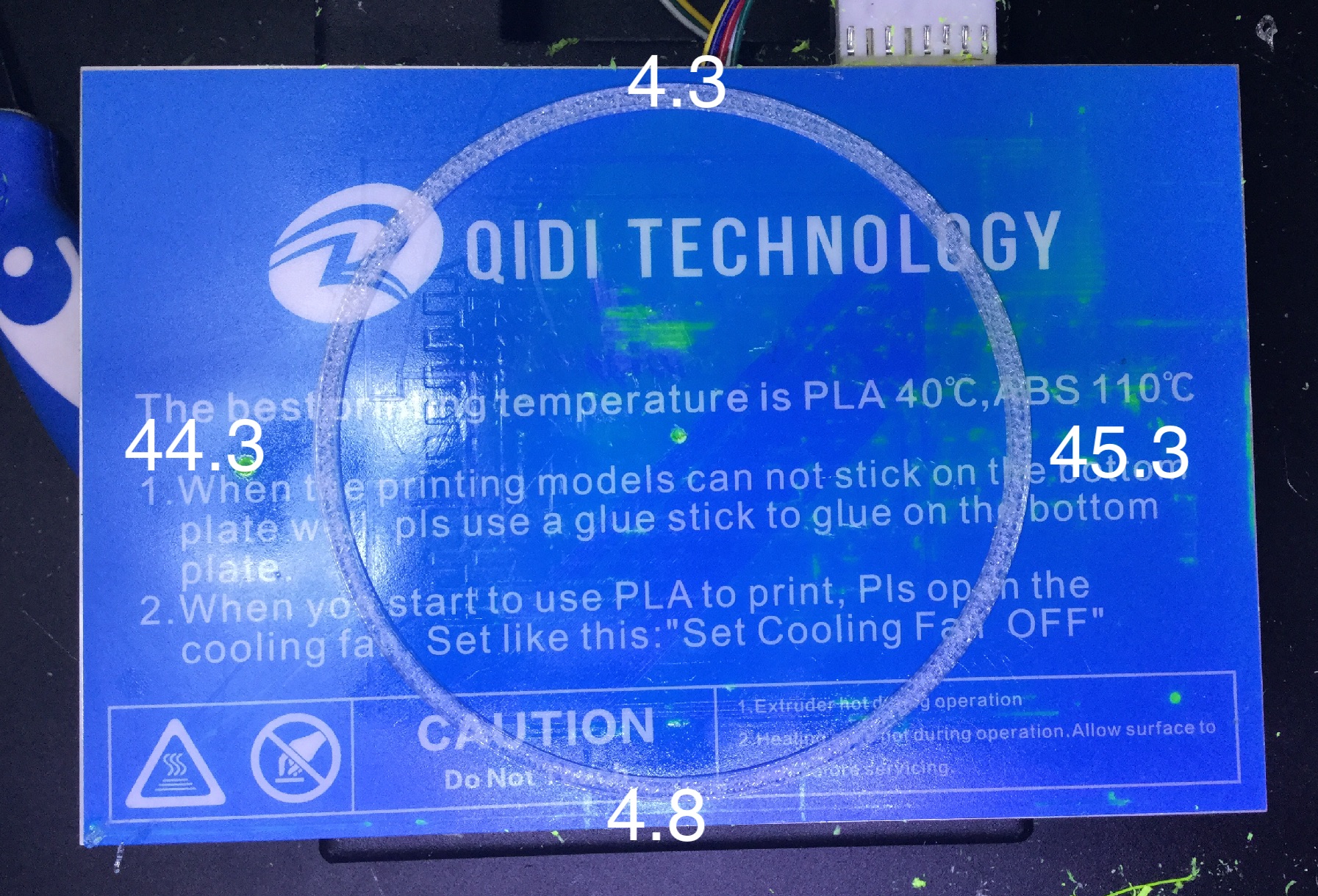
当たらなくなるほどの位置にしたところ、センターの位置も適切な位置に近づいたようです。
 次回の報告で最終パラメータ(Sailfish Firmware)をお伝えできそうですね。
次回の報告で最終パラメータ(Sailfish Firmware)をお伝えできそうですね。
当たらなくなりました。X Home offsetもY Home offsetも結果に基づいて追い込みができるようになりました。
このデータに基づいて調整したところ
ほぼセンターの位置だしはできたと思われます。
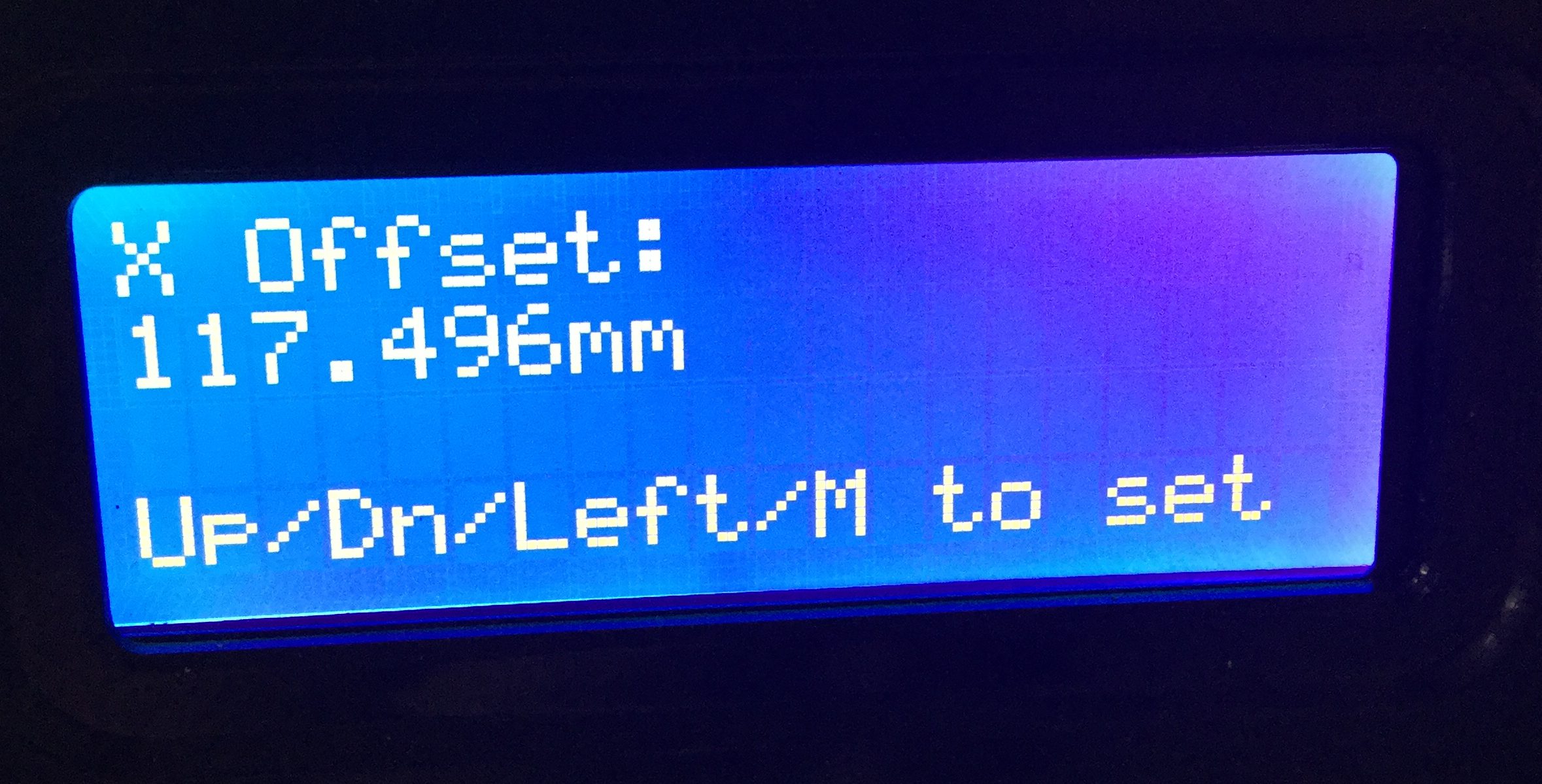
 結果は、次の通りです。
結果は、次の通りです。
0.5mmをX-home offsetにかけて写真のようなFirmwareパラメータにしました。
[はじめに]
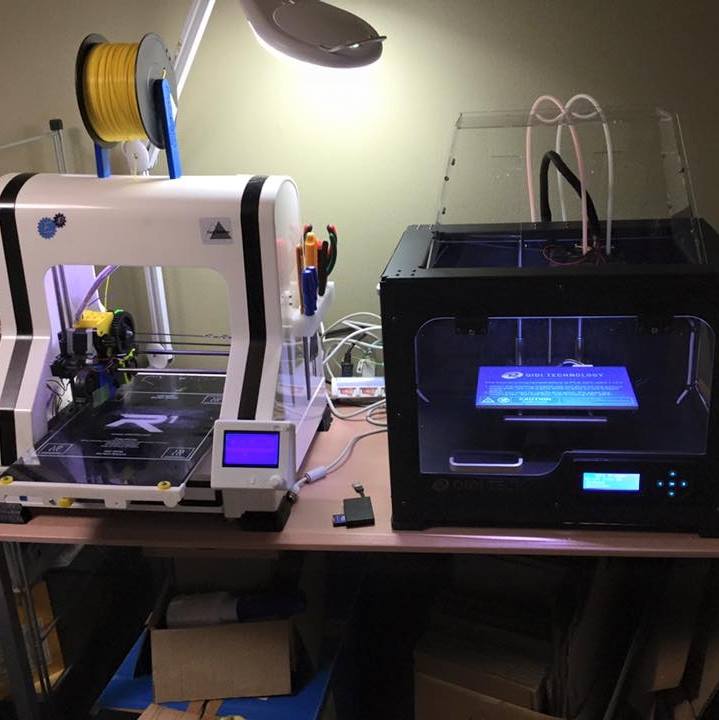
QIDITECH AvatarIVというMakerbot互換のプリンターの導入で発生した問題と対策を記します。予め断りしますが、ここでいう問題点はメーカーのいう通りの使い方をしたうえで起きたものではないので、あくまでもこちらの都合で異なる3Dプリンターに共通のスライサーからGCode生成までを行いたいがために起きたわがままな話です。製品本来の問題ではありません。最初の写真左がRobo3D R1+相当のプリンターで、右が今回のQIDITECH Avatar IVです。
[やりたいこと]
Robo3D R1+組み込みの里仕様 (Marlin Firmware)とQIDITECH AvatarIV (Sailfish Firmware)の双方を同一のスライサー環境で生成対応したい。
2013年秋からRobo3Dプリンターを導入して利用してきましたが、取り巻く制御ソフト環境もRepitierというOpenSourceのものから始まり、ハードの進化改良も含めて、今はMatterControlというものになっています。こちらもオープンソースのもので様々なプリンターに対応できるようになっていますので、今回の追加導入されたMakerbotのReplicator2X相当の中華3Dプリンター(QIDITECH社のAvatarIV)です。
[使うソフト]
Mattercontrol 1.5(.3) MacOS/Windows/Linuxで利用可能で、プリンター直結でのUI制御と共にG-code生成してバッチ運用ができる。(SDカードでハンドリング)
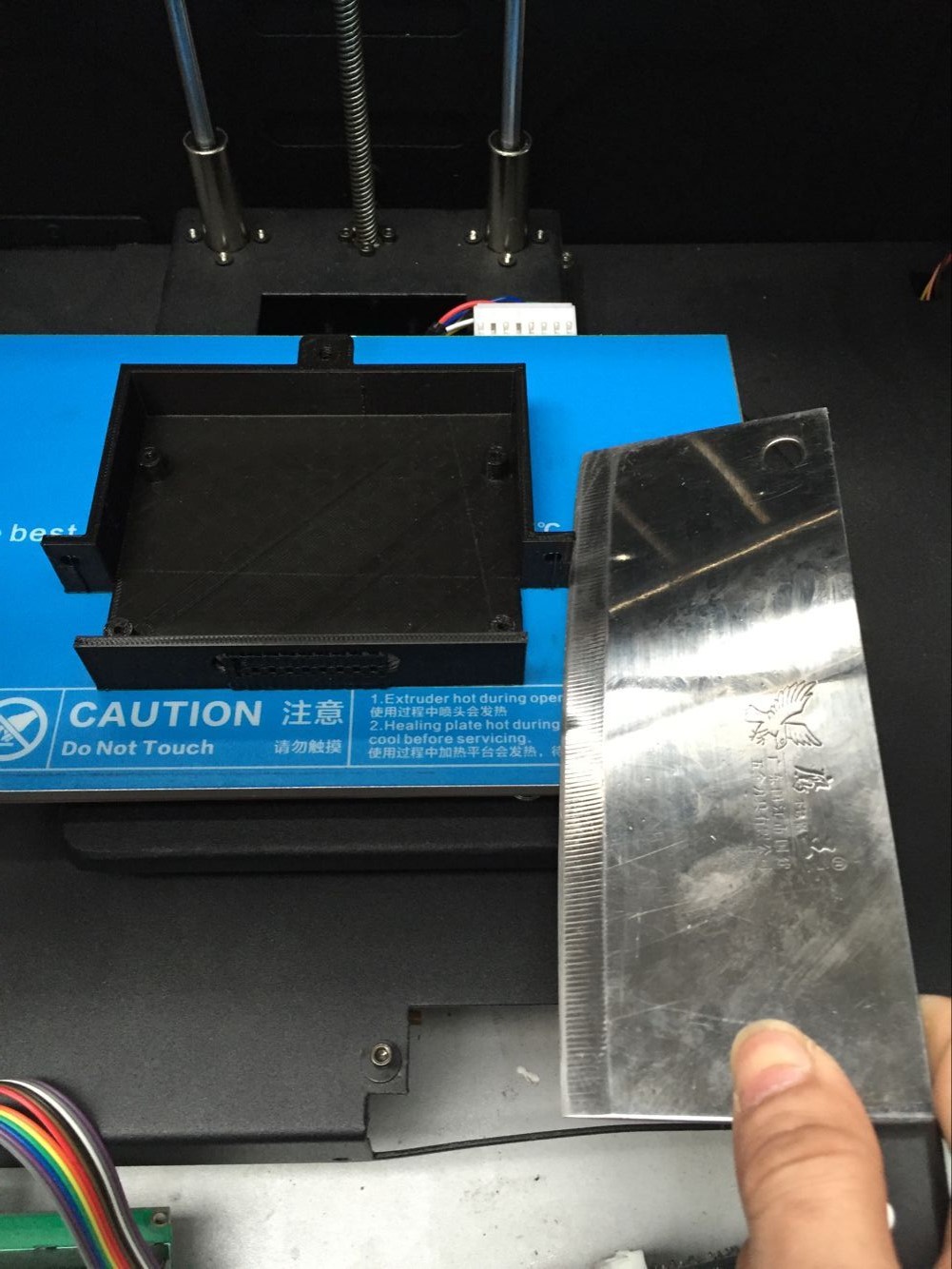
[問題点1 ABS運用で110C設定で粘着が強すぎる]
ヒートベッドが30C程度まで低下してからはがすことで対応。
Raftは不要、最悪のケースは包丁をあてるのが良いというのがメーカーの言い分。
[問題点2 出来上がりのサイズが一回り小さい]
用いられているXY軸の制御のギア比が異なっていたようだ。Makerbot > Flashforge = QIDITECHとなっている。参照したモデルMakerbot(Replicator2X)とは少し異なっていた。
M92 X94.5 Y94.5 Z400 E96 ;sets steps per mm for x3g driver ただしい
[問題点3 出力テーブルのセンターに出力できない]
MakerbotタイプのUI世界では出力プレートのセンターが(0,0)となっている。Home offset、Tool offsetのUI側設定と、Firmware側の設定項目の双方との影響を確認しつつ設定値にたどりついた。当初はプレート一杯に出力しようとしたが出力できなかったが、達成できた。
On Connect G-code
M206 X152 Y75 Z0 ;sets home offset (opposite values of bed size)
Extruder Offset (Extruder1)
X 34mm
SDカードにX3Gフォーマットで生成することでQIDITECH Avatar IVには出力が可能となった。
従来のRobo3DにはG-codeフォーマットで生成することで対応できている。
[問題点4 充填率1.0でも空きができる]
Extruderの出力条件に付加するmultiplyerで最大1.1まで拡大できる。これで調整したところ見た目にも確認がとれた。写真は1.05だったが、まだ少なくしてもよさそうです。
左側は充填率1.0でExtruderのmultiplyerも1.0で
右側は充填率1.0でExtruderのmultiplyerは1.05です。
透明度が上がったのは充填率が達成されたためです。
[現在の設定情報]
30%密度 0.2mm PLA
100%密度 0.2mm ABS
 とても安定に綺麗に造形が出来るようになりました。
とても安定に綺麗に造形が出来るようになりました。
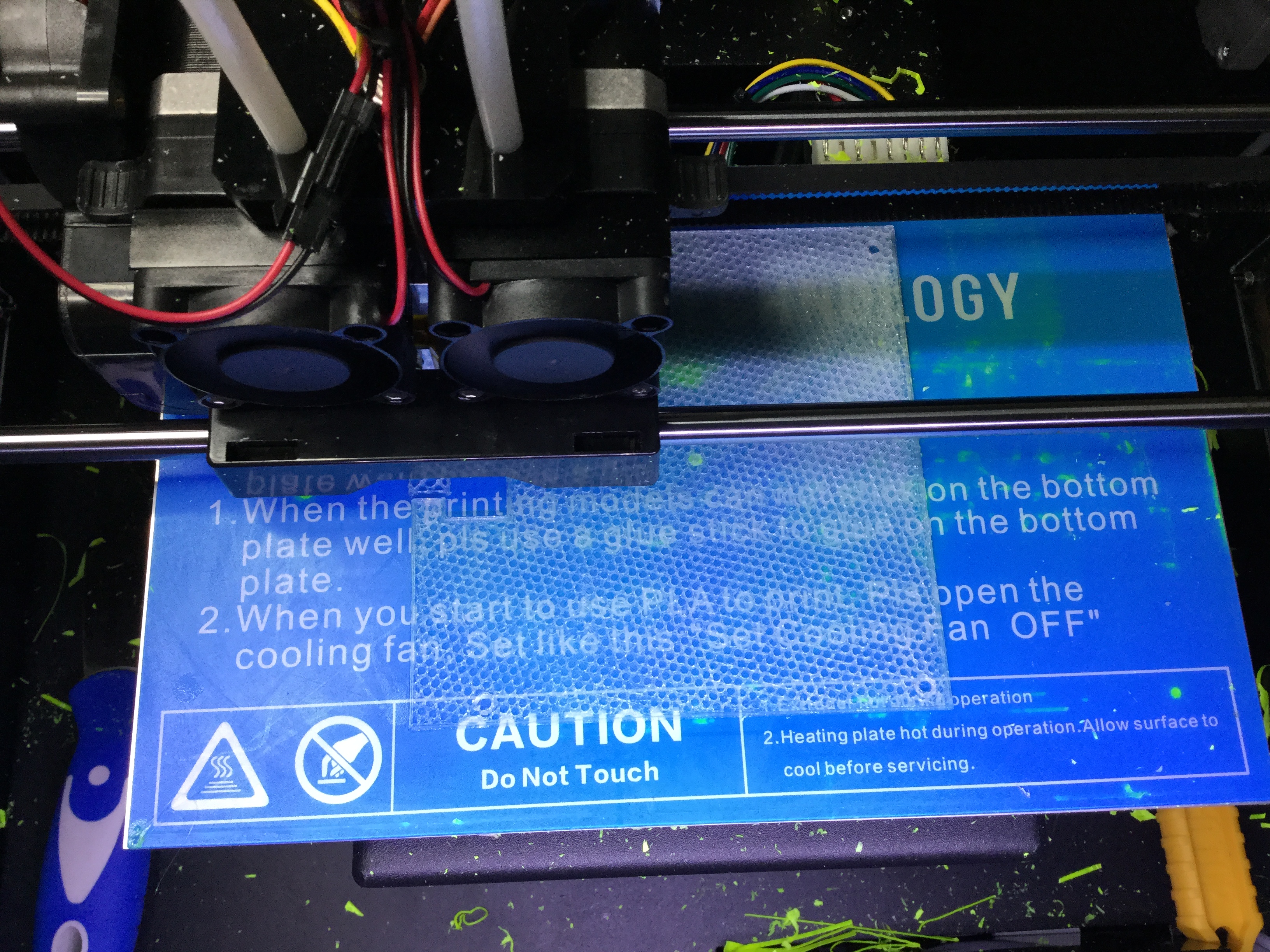
従来のガラスプレートと異なり、表面にはられた特製樹脂シートがとてもよく固着してくれるからですが、底面積の大きなものを出力すると剥がすのが大変です。
解決策としては、少しラフなRAFTを生成して製品直接の密着から、RAFTで剥がしやすい形にして、離型剤で粘着性を下げたプラットホームに、密着度を確保するということで相反する問題を解決したいと思います。
今回のプリンターはプラットホームが上下動のみなので出力物が印刷で振られてという問題がないので固定するための力はそれほど強力でなくとも問題がないので、離型剤(シリコンスプレー)を印刷前に吹き付けてから出力することで解決したり。いままで糊をスプレーしていた時代から考えるとおかしな話ですけど、しばらくこれで様子をみます。
とはいえ、新しいパーツの登場で3Dプリンターの課題も随分と深化してきた気がします。
 速度も向上させて従来品(Robo3D)よりさらに滑らかに出力がなされてます。
速度も向上させて従来品(Robo3D)よりさらに滑らかに出力がなされてます。
ノズルが0.4mmなのであまり荒く出力するのも出来ないのですが、箱入り娘の構造で底部にありがちの反りがなくなったのは確かに素晴らしいことです。
サイズ問題も解消してます。
 新型プリンターでの稼働に向けての調整確認が続いています。運用としてメーカーが進める形式ではなくて、共通クライアントソフトで二種類のプリンター(旧Robo3Dと新QIDI AvatarIV)に対応したいからです。生成したGCODEやX3GファイルをSDカードに書き込んでそれぞれのプリンターにセットする形です。
新型プリンターでの稼働に向けての調整確認が続いています。運用としてメーカーが進める形式ではなくて、共通クライアントソフトで二種類のプリンター(旧Robo3Dと新QIDI AvatarIV)に対応したいからです。生成したGCODEやX3GファイルをSDカードに書き込んでそれぞれのプリンターにセットする形です。
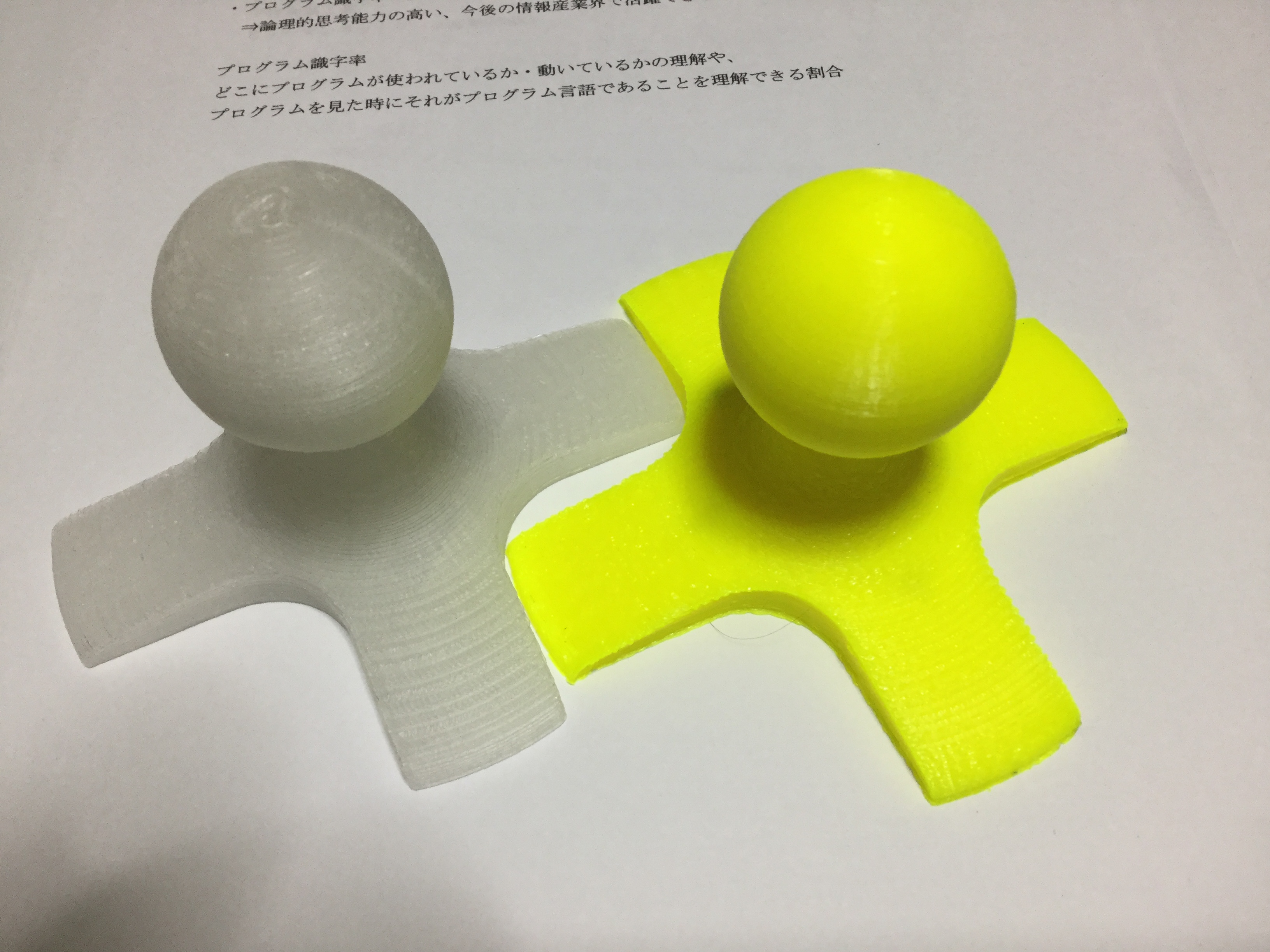
問題が生じました。下で支えている透明の部品と、上の打ちかけで止めた部品は同じサイズのはずですが合いません。透明な部品は従来の環境で作ったもので、黄色は今回の新型プリンター向けにカスタマイズしたもので出したものです。
どうやらプリンター毎にスケーリングファクターの処理をしてgcodeを生成しているようです。中華モデルが範をとったものと違うものを私はベースに設定したようで相違が起きたようでした。同様なサイズ違いの話がネットに上がっていて小さくなるというモデルはFlashforgeのCreatorPro Dualなどの機種群になるようで、おそらく中華モデルもこのタイプに互換をとっているのでしょう。Makerbotのソフトを指定されたので、機種もMakerbotのマシンに合わせていたのが間違いのもとだったようです。
MattercontrolはよくできているAll in oneになった形の使いやすいプリンター制御ソフトになっているように私は感じるので、これで統一が取れれば子供たちにとっても3Dプリンターが使いやすくなるのではと思います。
Flashforge CreatorPro Dualから設定を派生させて運用してみたところ、サイズ問題は解消しました。